 | |||||||||
|  | ||||||||
| |||||||||
| | ||||||||
| kategória | ||||||||||
|
|
||||||||||
|
|
||
A vas ma az egyik legnagyobb mennyiségben használt ipari anyag, különösen annak szénnel alkotott ötvözete. A föld szilárd kérgében a vas, az oxigén (47% ), szilícium (29% ) és az alumínium (8,8% ) után a legnagyobb mennyiségben, 4,65% -ban fordul elõ. Az iparban és a mindennapi életben felhasznált fémmennyiség 94% -a vasötvözet (kb.150 kg/fõ/év), mivel az elõállításának energiaszükséglete az összes többi fémekhez viszonyítva a legkisebb: 18-20 GJ/t (pl. az alumínium gyártása 60-80 GJ/t, a réz 200-280 GJ/t energiát igényel).
A ferrum elnevezés a rómaiaktól származik, a magyar nyelvben a vas szó urali idõkbõl lett átvéve és eredetileg rezet jelenthetett, mint ma is a finn és az észt nyelvekben. Az emberi civilizáció az idõszámításunk elõtti IX-VII. században kezdi elõállítani és felhasználni a vasat (vaskorszak), mint fegyverek és szerszámok anyagait, de az ipari vaskohászat csak az angol polgári forradalom után, a XVII. században jelenik meg a társadalom gazdasági fejlõdésének alapvetõ mérföldköveként, a vasútépítés és a szövõgépgyártás kapcsán. Magyarországon az acélgyártás a XVIII. században válik ipari méretûvé a borsodi iparvidéken, Erdélyben meg a vajdahunyadi, resicai tájakon. Ugyanakkor bányásztak és nyersvasat állítottak elõ széntüzelésû huttákban Torockón, Szentkeresztbányán stb. már a XVII. század végétõl.
Az alapvetõ vasötvözet a vas és szén alkotókból áll, ezek osztályozása és szövetszerkezete a Fe-C állapot diagram alapján tanulmányozható (1. ábra).
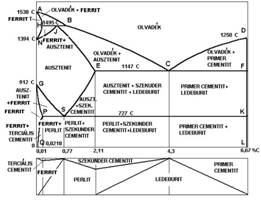
1. ábra. A vas-szén ötvözetek egyensúlyi diagramja és szövetelem állapotábrája
A vas polimorf fém, amelynek a hõmérséklettõl függõen, az olvadásponton kívül (15380C), a szilárd állapotban két fázismódosulata van: az elsõ kritikus pont hõmérséklete 9120C (A3), melyen a térközepes köbös kristályrácsú α-vas (ferrit) lapközepes köbös γ-vassá (ausztenit) alakul, a második pont 13940C-on van (A4), melyen a lapközepes γ-vas vissza alakul térközepes köbös δ-vassá.
A tiszta vas szobahõmérsékleten feromágneses tulajdonsággal rendelkezik, mely az A2 kritikus hõmérséklet (7700C), az ún. Curie pont felett paramágnesessé válik. Az A1 kritikus pont (7270C) csak az acéloknál van jelen és a perlitikus változás hõmérsékletét jellemzi.
A szén a vas-karbon ötvözetekben három különbözõ formában lehet jelen:
oldott állapotban (α, γ, vagy δ szilárd oldat);
vegyületként, karbidok formájában (pl. a cementit: Fe3C);
szabad állapotban (pl. a grafit).
Az α-vasban (ferritben) maximum 0,0218% C oldódhat 727 0C-on, a γ-vasban (ausztenitben) legtöbb 2,14% szén oldódik 1147 0C -on és végûl a δ-vas max. 0,17% C-et oldhat 1493 0C hõmérsékleten (δ ferrit). A folyékony vasban a szén oldhatósága végtelen.
A kétalkotós vas-szén ötvözetek egyensúlyi állapot diagramja tulajdonképpen három részbõl áll: a primér diagram 1147 0C-ig a krisrályosodást jellemzi és ez egy korlátozott, a hõmérséklet függvényében változó szén oldhatóságú, eutektikus és egy peritektikus reakciójú diagram, a szekunder diagram 727-1147 0C között létezik, melynek legfontosabb jellemzõje az eutektoidikus reakció és végül egy terciális diagram 727 0C alatt, mely egy csökkenõ szénoldhatóságú egyszerû diagram.
A vas-szén ötvözetekre tulajdonképpen három fázis jelenléte a jellemzõ: ferrit, cementit és a magasabb hõmérsékeleteken az ausztenit. A ferrit egy térközepes köbös vas-szén szilárd oldat, melynek a szakítószilárdsága kicsi (300 MPa), a nyúlása nagy (40-60% ), lágy és jó az alakíthatósága. A cementit egy rombos rendszerben kristályosodó, nagyon kemény (700 HB), rideg, nem alakítható vaskarbid (Fe3C), mely csökkenti az ötvözetek alakíthatóságát, de kedvezõ elosztásban növeli az anyag szilárdságát, keménységét és a kopásállóságát. Az ausztenit szintén egy szilárd vas-szén oldat, mely lapközepes köbös rendszerben kristályosodik, sok szént tud oldani (max. 2,14% ), lágy, rendkívül jól alakítható, nem mágnesezhetõ, de csak 7270C felett stabil, egészen 14930C-ig. A δ-ferrit ugyan olyan mint az α-ferrit, de csak 13940C felett jelenkezik egészen az olvadás pontig, szintén nem mágnesezhetõ és gyakorlatilag az esetek nagyobb részében nincs ipari fontossága.
A vas-szén ötvözetekre jellemzõ még két szövetelem jelenléte: a ledeburit, mely egy kétfázisú, cementitbe ágyazott ausztenitbõl álló, 1147 0C-on és 4,3% C-tartalomnál alakuló, nagyon kemény és rideg eutektikum, és a perlit, mely egy 727 0C-on, 0,77% C-os széntartalmú ausztenit szétbomlása útján létrejövõ, cementit és ferrit fázisokból rétegezõdött eutektoidikum. A perlit keménysége kb. 180 HB, szilárdsága 800 MPa, nyúlása 10% , és aránylag képlékenyen, jól alakítható.
A vas-szén ötvözetek két nagy csoportját különböztetik meg:
acélok: 0-2,11% széntartalommal,
öntöttvasak: 2,11-6,67% széntartalommal.
A tiszta vas-szén ötvözetekben gyors, például levegõn való lehûléskor, a szén cementit alakjában jelenkezik, az ennek megfelelõ állapotdiagramot metastabil Fe-C diagramnak nevezik, lassú lehûléskor és egyes ötvözõ elemek (például Si) hatására a szén grafit lemezek alakjában kristályosodik, a megfelelõ diagramot pedig stabil Fe-C diagramnak nevezik.
A metastabil vas-szén diagramban jelenkezõ öntöttvasakat fehérvasaknak hívják, mivel ezen anyagok törete fehér színû, a szövetben nagy mennyiségben jelen levõ cementit fázisból kifolyólag. A stabil Fe-C rendszerben az elemi szén grafit alakjában van jelen, ezáltal töretük szürke színû és az ilyen öntöttvasakat szürkevasnak nevezik.
A grafit elemi szén, amely egyszerû, réteges, hexagonális rendszerben kristályosodik, a szilárdsága és keménysége nagyon kicsi, erõsen csökkentve a szürkeöntvények szilárdságát, alakíthatóságát és az ütõmunka ellenállását. Attól függõen, hogy a grafit milyen mennyiségben és alakban van jelen, a szürkeöntvények tulajdonságai tág határok között változthatnak. A grafitos kristályosodás függ a lehûlési sebességtõl és az öntöttvasban jelen levõ ötvözõ elemektõl.
Az acélok karakterisztikus szövetszerkezeteinek mikroszkópikus képei a 2. ábrán láthatók.
A ferritikus szövet (a.) nagy fehér poligonális krisztalítokból áll, melyben néhol a ferrit szemcsék között kevés szintén fehér színû tercier cementit látható. Nagyobb széntartalmú acéloknak poligonális sokkristályos ferrito-perlitikus szövete van (b.) mely fehér ferrit szemcsékbõl és fekete perlit szemcsékbõl tevõdik össze. A széntartalom növekedésével a perlit szemcsék mennyisége nõ (c.). A nagy szén tartalmú (0,6-0,7% C) acélok esetében (d.) a perlito-ferritikus szövet szemcse nagysága megnõ és a kevés mennyiségû ferritkrisztalítok a perlit szemcsék között jelenkeznek, fehér háló formájában. Az eutektoidos, 0,8% C tartalmú acélok (e.) teljesen perlitikus szövetet mutatnak, amelyben a perlit szemcsék nagy részben lemezes alszerkezetûek, amit azonban csak nagy nagyításban lehet megfigyelni. A hipereutektoidos acélok szövete szintén polikrisztalitikus, melyben a nagy fekete perlit szemcséket fehér szekunder cementit háló veszi körül (f.).
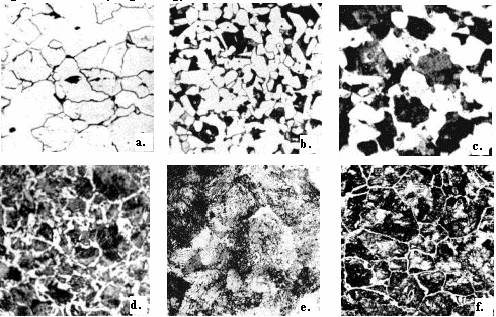
2. ábra
Lassan hûtött ötvözetlen szénacélok
fontosabb szövetszerkezetei:a. 0,05% C tartalmú acél ferritikus szövete;
b. 0,15% C szénacél
ferrito-perlitikus szerkezete; c. 0,45% C tartalmú perlito-ferritikus szövet;d. 0,60% C tartalmú ferrithálós perlito-ferritikus szerkezet; e. 0,80% C eutektoidikus acél perlitikus
szövete; f. 1,0% C tartalmú
hiper-eutektoidos acél szekunder cementit hálós perlitikus szerkezete (Nital,
300:1)
A metastabil vas-szén diagramban jelentkezõ öntött fehérvas-ötvözetek két fontosabb szövetalkotót tartalmaznak fekete perlit alakzatok és fehér cementit mezõk formájában (3. ábra).
A hipoeutektikus fehér öntvények szerkezete 2,7-3,8% széntartalom között, fekete dendritikus, vagy gömb formájú perlit mezõket mutat, fehér szekunder cementit mezõkkel körülfogva, melyben néhol ledeburit alakzatok jelentkeznek (a.). Ezt a szerkezetet a gyakorlatban csak a szürke temper öntvények eredeti öntött, még nem hõkezelt, állapotában találhatjuk, mikor is az anyag nagyon kemény, rideg és törékeny. Az eutektikus, 4,3% C tartalmú öntöttvas ledeburitikus szerkezete, fehér cementit alapmezõben megjelenõ finom fekete dendritikus vagy globuláris perlit alakzatok sokasságából áll (b.). A hipereutektikus ötvények esetében (4,3-6,63% C) nagy fehér primer cementit tûk (lapok) jelennek meg, ledeburitikus alap mezõben (c.). E két utóbbi anyagszerkezet a nagy cementit tartalom miatt, szintén nagyon kemény és törékeny, a gyakorlatban csak elsõ olvasztású kúpoló kemencében elõállított fehérvas öntvényekben található.
3.
ábra
Metastabil állapotú fehérvas öntvények jellemzõ szövetszerkezetei.
(a. 3,5% C-el; b. 4,3% C-el; c. 5,5%
C széntartalommal) (Nital, 100:1)
A gyakorlatban használt acélok túlnyomó részt vasat és 2% -nál kevesebb karbont tartalmaznak, de emelett még tartalmaznak úgynevezett szennyezõ és ötvözõ elemeket:
Acél = Fe + C + szennyezõ (+ötvözõ) elemek
A szennyezõ elemek olyan, az acél elõállítása során visszamaradt elemek, amelyek annak tulajdonságait lerontják, miáltal a gyártási eljárások folyamán a visszamaradt mennyiségét minél kisebb értékre igyekeznek leszorítani. Az ötvözõ elemeket az acélgyártás folyamán beleviszik az anyagba, azon célból, hogy bizonyos tulajdonságait feljavítsák.
Az egyensúly diagram szerint az acélok az eutektoidikus pont széntartalmához (0,77% C) viszonyítva három csoportba oszthatók:
hipoeutektoidos acélok 0-0,77% C);
eutektoidos acélok (0,77% C);
hipereutektoidos acélok (0,77-2,11% C).
Az öntöttvasak az eutektikus pont szerint feloszthatók:
hipoeutektikus öntöttvasak (2,11-4,3% C);
eutektikus öntöttvasak (4,3% C);
hipereutektikus öntöttvasak (4,3-6,67% C).
A vegyi összetétel alapján az acélok feloszthatók:
ötvözetlen vagy szén acélokra, amely a karbonon kívül nem tartalmaznak szándékosan bevitt elemeket, csak olyanokat, amelyek az acélok gyártásához szükségesek;
ötvözött acélokra melyek a mindig megtalálható elemekbõl a normális módon elérhetõ legkisebb mennyiségnél többet, vagy pedig ezeken kívül szándékosan hozzá adott elemeket is tartalmaznak.
Az ötvözõ elemek mennyisége alapján megkülönböztetnek:
gyengén ötvözött acélokat (az összes ötvözõelem mennyiség max. 5% );
közepesen ötvözött acélokat (az ötvözõelem mennyisége 5-10% );
erõsen ötvözött acélokat (10% feletti összötvözõelem mennyiség).
Az acélok minõsége szerint vannak:
alap acélok (ötvözetlen acélok, amelyekre nincs elõírva olyan minõségi követelmény, amely a gyártás folyamán különleges gondosságot igényelne);
minõségi acélok (különös gondossággal elõállítot szén vagy gyengén ötvözött acélok, alacsony S és P tartalommal, elõírt szemcsemérettel, felületi minõséggel, stb.);
nemesacélok (különleges gondossággal elõállított ötvözetlen, vagy ötvözött acélok, amelyeket utólagos hõkezelésnek vetnek alá).
A gyártási mód szerint az acélok lehetnek Siemens-Martin-, konverteres Bessemer vagy Thomas-, levegõ-, vagy oxigén befúvásos konverteres-, elektromos ív kemence-, tégely-, vakum- stb. acélok, annak függvényében, hogy milyen típusú kemencében állítják elõ és milyen technológiát alkalmaznak
Az alkalmazott dezoxidálási eljárás alapján gyártanak:
csillapítatlan acélokat, amelyek gyártásánál csak a szokásos oxigén kivonó eljárásokat alkalmaznak;
csillapított acélok, melyeknél az oxigént szilárd halmazállapotú, vegyületeket képzõ elemekkel lekötik (Si, Mn) és salak formájában eltávolítják;
különlegesen csillapított acélok, melyeknél a dezoxidálás folyamán nitrogént lekötõ és szemcsefinomító elemeket is alkalmaznak (Ti, Al, V, Nb).
A szövetszerkezetük függvényében az acélok lehetnek:
|
- ferrites acélok |
- félausztenites acélok |
|
- félferrites acélok |
- ausztenites acélok |
|
- ferrito-perlites acélok |
- duplex, ausztenito-ferrites acélok |
|
- perlito-ferrites acélok |
- martenzites acélok |
|
- perlites acélok |
- bénites acélok |
|
- perlito-cementites acélok |
- ledeburitos acélok |
A felhasználási mód szerint megkülömböztethetõk:
szerkezeti acélok, melyeket a gép- és jármûgyártás, acélszerkezetek gyártása, stb. területen, mint alapanyagot hasznosítanak, kis széntartalommal (C=0,25% ), vagy közepes szén tartalommal (C=0,2-0,6% ), nemesített szövetszerkezettel. Ezen acéloknál a szilárdság mellett megfelelõ szívósságot és képlékenységet is megkövetelnek;
szerszám acélok, melyeket forgácsoló- és alakítómûveletek szerszámai készítésére gyártanak. Ezen acélfajtáknál nemesített állapotban elengedhetetlen a nagy kopásállóság, valamint, hogy a rájuk ható igénybevételeket alakváltozás nélkül elviseljék;
különleges acélok és ötvözetek, melyek általában erõsen ötvözöttek, különleges tulajdonságokat mutatnak és speciális esetekben alkalmazzák, mint hõálló, korrózióálló, mágneses, nem hõtáguló, stb. acélok, vagy ötvözetek.
A szennyezõ elemek általában csökkentik az acélok minõségét, csökkentik a szilárdságot, képlékenységet, szívósságot, növelik a törékenységet és a melegen vagy hidegen jelentkezõ repedési hajlamot.
Az oxigén a legnemkívánatosabb szennyezõ elem, mely nagyban csökkenti az acél minden mechanikai és technológiai tulajdonságát. Az oxigén a vasércbõl, rozsdából vagy a levegõbõl kerül az anyagba, az acél szerkezetében vegyületek formájában fordul elõ (FeO, Fe2O3, Fe3O4 stb.) és dezoxidálással, finomításal, vákuumos eljárással stb. távolítják el, úgy, hogy a maradó mennyiség 0,005% alatt legyen.
A nitrogén növeli az acél szilárdságát, keménységét és kopásállóságát, de erõsen csökkenti a szívósságát, elõsegíti a hidegen alakított acél öregedését és 300-500 0C között elõidézi a kéktörékenység jelenségét. A nitrogén a levegõbõl vagy szerves anyagokból kerül az acél összetételébe és vákuum kezeléssel, vagy nitridképzõ elemek bevitelével (Al, Ti, Nb) csökkentehetõ a kedvezõtlen hatása. A megengedett N2 mennyiség szintén 0,005% .
A hidrogén az acél folyékony állapotában oldódik, de gyors lehûléskor az acél elridegedését idézi elõ, mikrorepedések kialakulása folytán. Általában nedvességbõl, rozsdából, vagy szerves anyagokból (olajok, zsírok, festékek, mûanyagok) jut az olvadt acélba és teljes kivonása csak vákuumos eljárással érhetõ el.
A kén szintén nagyon negatív hatású elem, ércekbõl, vagy szerves anyagokból jut a folyékony acélba, mely szilárdulása után annak képlékenységét és korrózióállóságát nagy mértékben csökkenti. Elõidézi az acél ún. melegrepedési hajlamát azáltal, hogy vasszulfidot (FeS) képez, mely az alapanyaggal 975 0C-on olvadó eutektikumot képez, mely a meleg megmunkálás folyamán megolvad és repedéseket okoz. A ként Mn és Ca kezeléssel kötik meg a nemesítés folyamán. A melegrepedési veszély nagy mértékben csökken, ha a kéntartalom 0,025% -nál nem nagyobb.
A foszfor növeli a szilárdságot, önthetõséget és korrózióállóságot, viszont az acélt hidegen ridegiti, a szemcsehatárokon kiváló FeP2, FeP3 vegyület hatására. Kálciummal való kezeléssel a foszfortartalom 0,025% alá szorítható, amikor hatása már alig jelentkezik.
A réz szintén csökkenti az acél képlékenységét, 0,2% felett elõidézi a vörös törékenységet, de növeli a szilárdságot és a korrózióállóságot.
Az ötvözött acélok legfontosabb adalék elemei a C, Cr, Ni, Mn, Si, Mo, W, V, Al, Ti, Nb, Co, B, N stb. Ezeknek különbözõ pozitív és negatív hatásuk van az acélok tulajdonságaira, de az ötvözés folyamán általában csak a pozitív hatások összegezõdnek, úgy, hogy hatásukra javul a mikroszövet finomsága, nõ a szilárdság, szívósság, keménység, képlékenység, fáradási ellenállás, edzhetõség, hegeszthetõség, forgácsolási megmunkálhatóság, meleg és hideg ellenállás, kopás-, korrózió- és oxidációellenállás stb.
A karbon hatására a szakítószilárdság, keménység és a folyáshatár nõnek, de a szívósság, ütõmunka, szakítási nyúlás és szûkülés jelentõsen csökkennek, mint ez a 4. ábrán látható.
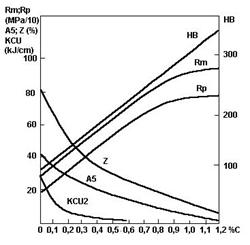
4. ábra Az ötvözetlen acélok egyes mechanikai tulajdonságainak
változása a szén tartalom függvényében
(HB-keménység, Rm-szakítószilárdság;
Rp-folyási határ; Z-fajlagos szakító szûkülés;
A-fajlagos szakító nyúlás; KCU2-fajlagos ütõmunka).
Az ötvözõ elemek többsége oldódik a vasban, a Cr és V korlátlanul, a Co <75% -, Ni <24% -, Si <14% -, Mn <10% -, Mo <32% -,W <32-ig, míg a Ti csak 6% -ig, a Cu meg 1% -ig. A Pb és az Ag a vassal nem alkotnak szilárd oldatot. Ezek az elemek oldódhatnak úgy az ausztenitben, mint a ferritben, megváltoztatva a vas kritikus átlakulási hõmérsékleteit (5. ábra).
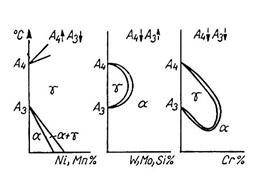
5. ábra. Egyes ötvözõ elemek hatása a vas fázisváltozási kritikus hõmérsékleteire
Ezek szerint vannak úgynevezett -gén, ausztenit mezõ szélesítõ elemek (Ni, Mn, Pt), melyek emelik az A4 és csökkentik az A3 pontok hõmérsékletét, és vannak -gén, ferrit mezõ növelõ elemek (W, Mo, Si, Cr), melyek bezárják az ausztenit területét, mivel az A4-es kritikus pontot csökkentik és az A3-t emelik, míg a kettõ össze nem ér. Persze vannak ötvözõ elemek, melyek csak részlegesen oldódnak a vasban, de szintén növelik (C, N, Cu), vagy csökkentik (B, Zr, Nb, Ta) az ausztenit mezõ nagyságát. Az ötvözõ elemek többsége szubsztitúciósan oldódnak a ferritben, növelve annak szilárdságát, legjobban a Ti, Si, Mo,W, Mn. Gyors hûtés esetén a ferrit keménysége és szilárdsága legjobban a Mn, Ni, Cr és Si tartalommal növekszik. Általában a ferrit nyúlását, kontrakcióját, képlékenységét a Si és Mn erõsen lerontja, de 1-2% Mn tartalom esetén az acél képlékenysége javul.
A periódusos rendszerben a Fe-tól balra esõ elemek, a vassal alkotott szilárd oldaton kívül a szénnel vegyületeket, karbidokat is képezhetnek (Mn, Cr, Mo, W, Nb, V, Zr, Ti). Minél inkább az ötvözõ elem a vastól balra, távolabbra helyezkedik el, a karbidok stabilitása annál nagyobb, keménységük és olvadási hõmérsékletük nõ. Megkülönböztetünk komplex szerkezetû karbidokat (Mn3C, Cr23C6, Cr7C3), intersztíciós karbidokat (Mo2C, W2C, WC, TiC, VC, NbC stb.), dupla karbidokat (Fe2Mo2C, Fe2W2C) és ötvözött cementitet, mint például a (Fe,Cr)3C. A Ni, Si, Co, Al és Cu elemek az acélban nem alkotnak karbidokat.
Az ötvözött acélok szövet szerkezete nagy mértékben függ az ötvözõ elem és a szén tartalom reciprok százalékos mennyiségétõl (6. ábra). Nagyon lassú, kemencével történõ lehûtés esetén az acél szerkezete lehet hipoeutektikus, hipereutektikus, monofázikus vagy ledeburitikus (a.,b.). A levegõn való lehûléskor a fõbb szövet elemek a perlit, martenzit és monofázisú szövetek (α, γ) karbidokkal (c.).
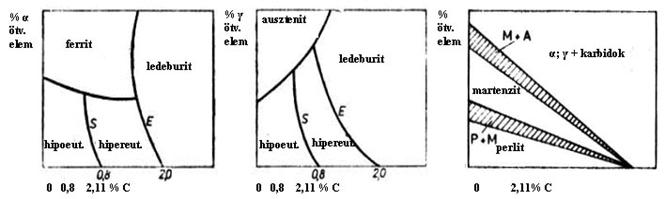
6. ábra
Az ötvözött acélok szövet szerkezeti diagramjai, nagyon lassú lehûlés
(a.,b.) és (c.) a levegõn való lehûlés (Guillet diagram) esetére.
a. Általános rendeltetésû ötvözetlen szerkezeti acélok rendszerint melegen hengerelt, vagy kovácsolt anyagok, melyeket a mechanikai tulajdonságok (minimális szakító szilárdság, nyúlás, fajlagos ütõmunka) alapján jelölnek és választanak ki, acélszerkezetek és gépelemek gyártása céljából, képlékeny alakítással, forgácsolással, hegesztéssel megmunkálva. A vegyi összetételt szintén szavatolják, de az acél tisztasága nem a legnagyobb. Jelölésük Romániában az OL betûkkel van szimbolizálva, mely után a minimális garantált szakítószilárdságot (N/mm2) jelölik 10-el osztva. Általában négy márka csoportot szabványosítanak:
OL 30; OL 32 és OL 34 jelû acélok fémszerkezetek és gépelemek anyagai;
OL 37; OL 42 gépelemek és hegesztett szerkezetekhez használatosak;
OL 44 és OL 52 növelt szilárdságú Mn és Si-mal ötvözött jól hegeszthetõ acélok;
OL 50; OL 60 és OL 70 gépelemek és mechanikai szerkezetek anyagai.
Az europai normák (EN) szerint ezen acélokat S (szerkezeti) vagy E (gépacél) betûkkel szimbolizálják, mely betûk után a garantált folyási határt írják MPa-ban jelölve. Például: S235 J0N; S275 J2N; S355 K2N; E295 N; E335 N; E360 N, stb.
b. Hegesztett szerkezetek acéljai esetében a mechanikai tulajdonságok mellett a gyártó cég a hegeszthetõséget is garantálja. Az acél nem edzhetõ, nagy tisztaságú, nem érzékeny hideg, vagy meleg repedékenységre, nem tartalmaz vöröstörékenységet okozó szennyezõdéseket. A szilárdság növelése érdekében mikroötvözõ elemeket is tartalmaznak (Al, Nb, V, Ti, N, Zr) összesen maximum 0,15% -ban, ami által hegesztéskor a szemcsefinomság és a folyáshatár magas értéke nem változik. Romániában ezen acélokat OCS betûkkel és a minimális garantált szakítószilárdság (N/mm2) 1/10 értékével jelölik: OCS 44; OCS 52; OCS 55; OCS 58.
c. Kazánacélok nagy tisztaságú melegen hengerelt hegeszthetõ lemez anyagok, melyeknél a szokásos szilárdsági tulajdonságok mellett a gyártó vállalat biztosítja a magasabb hõmérsékleten való mûködéshez szükséges tulajdonságokat, mint a 0,2% -os egyezményes folyáshatárt 50-4000C hõmérséketi tartományban, 1% -os kúszáshatárt, a különbözõ hõmérsékleten meghatározott idõszilárdságot stb. Hazai kazánacél márkákat K betûvel jelölik, ami után egy szám a garantált minimális szakítószilárdság tized értékét tüntetik fel, vagy megadják az acél alapvetõ ötvözõ elemeit: K 41; k 47; k 52; 16Mo3; 14CrMo4;
EN szerint ezeket a karbon acélokat P betûvel és a minimális garantált folyáshatár MPa-ban való kiírásával jelölik, az ötvözött acélokat meg úgy mint fennt, a fõbb elemek és azok tartalmával írják ki. P275N; P355N; P460N; 16No3; 13CrMo4; 10CrMo9;
d. Nyomástartó edények hasonló szén vagy ötvözött hegeszthetõ lemez acélok, mint a fennt elsoroltak, de biztosítják a konvencionális folyáshatárt és az ütõmunkát (KV) különbözõ negatív hõmérsékleten (-20, -50 0C, stb.). Romániai jelölésük az R betû és N/mm2 /10 minimális szakítószilárdság kiírásán alapul: R 37; R 44; R 52;
EN szerint ezen az acélokat is úgy jelölik mint a kazán acélokat: P275NL1; P355NL1;
e. Légköri korróziónak ellenálló szerkezeti acélok gyengén ötvözöttek Cr, Cu, Ni, P elemekkel, összesen 1% tartalommal, melyek a normális idõjárási és légköri viszonyoknak kitett szerkezeten jól tapadó, tömör foszfátos, szulfátos, hidroxidos vagy oxidos védõ rozsda réteget képeznek, ami az acélt megvédi a további korroziótól. Hazai jelölésük az RCA; RCB betûcsoportokat használják: RCA 37; RCB 52;
EN szerint S (special) betû és a minimális folyáshatárt írják ki. A W kiegészítõjel utal az idõjárásállóságra: S235JRW; S275JRW; S355JRW;
f. Hidrogénnyomásálló acélok speciális Cr, Mo, V, W elemekkel ötvözött acélok, melyekben stabil karbidok vannak, amelyek megkötik a szenet, úgy, hogy a hidrogén felületi disszociáció és diffúzió útján nem tudja elbontani az anyag vaskarbidjait, azt dekarbonizálni, miközben metangáz képzõdik. Ez a folyamat mind erõsebb a magasabb hõmérsékleten és nyomáson (200 0C felett), minek következtében az acél szilárdsága és szívósága jelentõsen csökken. Ezen acélok elõmelegítve hegeszthetõk, fõképp olajipari, finomítók, hidrogénezõ berendezések készítése céljából. Jelölésük a kémiai összetétel alapján történik:
10Cr2Mo 1; 16Cr2Mo; 12Cr5Mo; 17Cr3MoV; 24Cr2Mo; 21Cr3MoW;
g. Csõacélok szintén lehetnek ötvözetlenek, vagy gyengén ötvözöttek, 0,09-0,5% széntartalommal, melyekbõl különbözõ melegen, vagy hidegen húzott csöveket gyártanak. Romániai jelölésük az OLT betûkön alapszik, a minimális szakítószilárdság 1/10 értékének kiírásával: OLT 35; OLT 45; OLT 65; 10CrMo10; 10CrMo50; 16Mo3; 14CrMo4;
Ha a kazánok számára készül K betût írnak a szimbólum után, ha meg nyomástartályokban használják R a komplementáris jel: OLT 35K; OLT 45K; OLT 35R; OLT 45R;
h. Öntött ötvözetlen acélok közönséges alap acélok, melyekbõl gépalkatrészeket, gépálványokat, szivattyú és csaptesteket stb. készítenek, direkt öntés útján. Ezen acélok kategóriát az OT jelzi, a minimális garantált szakítószilárdság N/mm2 értékét kiírva:
OT 400; OT 450; OT 500; OT 550; OT 600; OT 700;
i. Rugóacélok nagy tisztaságú, ötvözetlen, vagy ötvözött (Cr, Si, Mo, V, Mn) acélok, 0,4-0,7% szén tartalommal, különbözõ lemez-, tekercs-, vagy csavar rugók számára készítve. Az ilyen célra az acél nagy folyási határral rendelkezik (1000-1350 MPa), az Rp/Rm viszonya magas kell legyen, nagy rugalmassága és nagyon kicsi képlékeny alakváltozással. Hazai jelzése az OLC betûkkel kezdõdik, a közepes széntartalom 10-szeres értékével folytatódik és az A betûvel végzõdik: OLC 55A; OLC 65A; OLC 70A; OLC 75A; OLC 85A; OLC 90A; 51 Si 17A; 60 Si 15A; 51 VCr 11A; 60 CrMnSi 12A, stb;
j. Automata acélok nagy teljesítményû és nagy forgácsolási sebességû automata eszterga és más megmunkáló gépeken való alkatrészek készítésére elõállított, kis széntartalmú anyagok, melyek forgácsolásakor nem keletkeznek hosszú összefüggõ forgácsok, amik akadályozzák a megmunkálást. A töredezett forgács létrehozása céljából az acélt ötvözik olyan elemekkel, melyek lerontják a szívóssági tulajdonságokat (S, P, Bi, Pb). Jelölésük az AUT betûk után írt 100-szoros% széntartalommal történik: AUT 12; AUT 20; AUT 30; AUT 40 Mn; Az ólommal ötvözött (Pb=0,18-0,25% ) automata acélokat az OL után írt szakítószilárdság 1/10 értéke és a Pb vegyjel kiírásával jelölik: OL 56 Pb; 38 Cr 05 Pb;
k. Hidegen alakítható acélok, nagy alakváltozó képességû lágy acélok (C<0,2% ), képlékeny hidegalakítással (hajlítás, sajtolás, mélyhúzás) gyártott alkatrészek (edények, autó-karosszériák elemei, tartályok, stb.) készítésére. A hidegalakított alkatrészek minõségét nagyban befolyásolja a ferrit szemcsék nagysága, a perlit alkja és a kiváló tercier cementit léte. A durvaszemcsés acél könnyen alakítható, de a felülete egyenlõtlen lesz, a nagyon finom szemcsés, erõsen visszarugózik. A gömbszemcsés perlites acél különösen jól alakítható. A hazai normatíva szerint ezen acélok az A betûvel jelölendõk, ami után egy sorszám van leírva: A 1; A 2; A 3; A 4; A 5.
A nemesíthetõ acélok jelentõs igénybevételû gépalkatrészek (tengelyek, hajtómû alkatrészek, karok, rúdak, fogaskerekek, stb.) anyagául szolgálnak. Magas folyási és kifáradási határral, megfelelõ szívóssággal, nagy dinamikus igénybevétel elbírásával rendelkeznek, amiket dupla hõkezeléssel, edzéssel és magasabb hõmérsékleten (500-6000C) történõ megeresztéssel érnek el, ezáltal úgynevezett szorbitikus nagyon finom szemcséjû szövetszerkezetet lehet megvalósítani, melynek alapanyaga a ferrit, amelybe finom cementit gömbök ágyazódnak. Ezáltal a folyási határ a szakítószilárdságnál gyorsabban nõ és így az Rp0,2/Rm viszonya 0,6-0,85 értékeket is elérheti. Úgyszintén jelentõsen megnõ a kifáradási határ és a fajlagos ütõmunka, ami a dinamikus igénybevétel szempontjából nagyon fontos.
a. Nemesíthetõ ötvözetlen acélok 0,25-0,60% széntartalmú hipoeutektoidos elektro-kemencékben elõállított, nagy tisztaságú, speciálisan csillapított acélok, alacsony S és P tartalommal (0,025% ). Belõllük tengelyeket, csavarokat, hengereket, hajtókarokat, horgokat, tolattyúkat, fogaskereket, excentereket, bütykös tengelyeket stb. gyártanak, nem túl nagy keresztmetszettel. Ezen anyagok minõségét, OLC betûkkel és egy kétjegyû számmal jelölik, ami a széntartalom 100 szoros százalék értékét jelöli:
OLC 25; OLC 30; OLC 35; OLC 40; OLC 45; OLC 50; OLC 55; OLC 60.
A kisebb széntartalmúak szívóssabbak, de szilárdságuk kisebb. A nagyobb karbon tartalmú acélok nemesítve nagy szilárdságúak, de ridegebbek és az ütõmunkájuk is kisebb. A kopásállóságuk felületi edzéssel jelentõsen növelhetõ.
b. Ötvözött nemesíthetõ acélok jobb minõségûek, de sokkal drágábbak mint a karbon acélok. Az ötvözõ elemek (Cr, Mn, Si, Ni, Mo, V, ) megnövelik a szilárdságot, szívósságot, keménységet, az átedzhetõ szelvényátmérõt, csökkentik a megeresztési ridegséget és a kritikus átmeneti hõmérsékletet. Ezen acélok kiválasztása általában az elérhetõ folyási határ alapján, az átmérõ függvényében történik. A nyúlás és az ütõmunka az átmérõ növelésével nõ, a folyáshatár pedig csökken.
A gyakorlatban felhasználnak egy, két, vagy több elemmel ötvözött acélokat, mivel az ötvözõ elemek számának és mennyiségének növelésével a pozitív hatások összegezõdnek és tovább nõnek, de ugyanakkor az anyagok ára is jelentõsen megemelkedik.
Ni-Cr acélok a legjobban ötvözött nemesíthetõ anyagok, melyekben 1-5% Ni és 1,2-2% Cr van. A Ni/Cr=3 arány biztosítja a magas szilárdságot, szívósságot, átedzhetõséget. Nagyobb áruk miatt csak nagy átmérõjû ( Ø>30 mm) alkatrészek gyártására használják.
Ni-Cr-Mo acélok még jobbak, mert a 0,2-0,4% Mo jelentõsen csökkenti a megeresztési törékenységet és növeli a mechanikai és technológiai tulajdonságokat;
Ni-Cr-W acélok nagyobb keménységûek és jobb a kopásállóságú; Cr-Mn acélok olcsóbbak, jó az átedzhetõségük, keménységük, szilárdságuk; Cr-Mo acéloknak nagy az átedzhetõségük; Cr-V acéloknak nagy a rugalmasságuk és finom a szerkezetük; Mn-Si acélok a legolcsóbbak, de a szívósságuk kisebb.
Romániában az ötvözött nemesíthetõ acélok márka jelzései a széntartalom 100-szoros értéket jelentõ számjeggyel kezdõdik, melyet az ötvözõ elemek kémiai vegyjelei követnek a tartalom emelkedõ sorrendjében. Az utolsó szám a legnagyobb mennyiségben jelenlevõ ötvözõ elem 10-szeres tartalmát mutatja. A fontosabb markák közül a következõk a használatosabbak: 40 Cr10; 40 CrNi20; 34 MoCrNi16; 20 MnCr12; 26 MoCr11; 51 VMnCr11; 35 MnSi13;20 MnCrSi11; 36 MnCrSi13; 40 BCr10; 28 TiMnCr12; 21 MoMnCr12; 39 MoAlCr15;
c. Öntött nemesíthetõ acélok hasonlóak a fennt feldolgozott anyagokkal, ezeket kész alkatrész formába öntik, aztán megfelelõen hõkezelik. A STAS 17773-76 szabvány alapján a hengerelt acélokhoz hasonlóan jelölik, megtoldva egy T betûvel a szimbólumok elõtt: T 20 Mn14; T 40 Mn11; T30 MnSi12; T34 MoCr09; T35 MoCrNi08;
d. Gördülõcsapágy acélok nagy keménységel, kopásállósággal, szívóssággal és magas kifáradási határral rendelkeznek. Ezt fõképpen az 1,5% Cr és 1% C tartalommal és megfelelõ hõkezeléssel biztosítják. Hazai normák szerint csak 2 típusú csapágyacélt gyártanak: RUL 1; RUL 2; (az utobbi 1% Mn-t tartalmaz az átedzhetõség növelésére)
Cementálással, nitridálással, vagy más felületi termokémikus kezeléssel és az azt követõ edzéssel (betétedzés) nagy felületi keménység érhetõ el, alacsony széntartalmú, nagy szívósságú acélokból készült alkatrészeken. Általában az alapacél 0,08-0,25% szenet tartalmaz és a cementálás után a felületen 0,9-1% C tartalom érhetõ el, 60-63 HRC keménységgel.
a. Betétben edzhetõ szénacélok szabvány minõségei a következõk:
OLC 08; OLC 10; OLC 15; OLC 20: OLC 25;
b. Betétben edzhetõ ötvözött acélokban fõképpen a Cr, Mo, Al azok az elemek, melyek elõsegítik a karbon és nitrogén diffúzióját, megemelik a dúsított réteg keménységét és kopásállóságát. Fontosabbak:
15 Cr9; 17 MnCr10; 19 MoCr11; 17 CrNi16; 17 MoCrNi14; stb.
c. Nitridálható acélok nagyobb széntartalommal rendelkeznek és tulajdonképpen a nemesíthetõ acélok kategóriájába tehetõk Cr, Mo, Al, Ti, V, W elemekkel ötvözve. Nitridálással, 500-5800C-on disszociált ammóniás közegben, az acél felületén minden további hõkezelés nélkül igen kemény, kopásálló, kifáradási határt és korrózióállóságot jeletõs mértékben növelõ réteg hozható létre. Nagyon fontos, hogy az ötvözõ elemekkel igen kemény és stabil nitridek jöjjenek létre. Ezen acélok közül megemlíthetõk a következõk:
31 CrMo12; 34 CrAlMo5; 41 CrAlMo7;
Könyvészet
Verõ József-Káldor Mihály: Vasötvözetek fémtana, Mûszaki Könyvkiadó, Budapest,1976.
Verõ József-Káldor Mihály: Fémtan, Tankönyvkiadó, Budapest, 1993.
Artinger István-Csikós Gábor-Krállics György-Németh Árpád-Palotás Béla: Fémek és kerámiák technológiája, Mûegyetemi Kiadó, Budapest, 1999.
Artinger István-Kator Lajos-Ziaja György: Új fémes szerkezeti anyagok és technológiák, Mûszaki Könyvkiadó, Budapest, 1974.
Prohászka János: A fémek és ötvözetek mechanikai tulajdonságai, Mûegyetemi Kiadó, Budapest, 2001.
Találat: 17656