 | |||||||||
|  | ||||||||
| |||||||||
| | ||||||||
| kategória | ||||||||||
|
|
||||||||||
|
|
||
Munkadarab (alkatrész, gyártmány)
Technológiai modell:
Méret, tûrés (szerszámgép hibák stb.); Felületi érdesség (élgeometria, rezgések..); Hullámosság (deformáció, lengések..); Alakeltérések (egyenesség, síklapuság..> deformáció ); Irányhiba (párhuzamosság, merõlegesség, szöghiba..); Pozíció (koncentrikusság, egytengelyûség> ...); Ütés (radiális, axiális szög > mozgások, gépmerevség)
Anyagmodell:
Keménység; Szilárdság; Ütõmunka; Rugalmassági modulus; Poison tényezõ
Geometriai modell:
drótváz; test; felület; features
Alkatrészek geometriai modellezése
. modellezés input adatai (konstrukciós vázlat, mûhelyrajz, ...)
. 2D és 3D drótváz, felület és testmodellek.
. alaksajátosság alapú alkatrészmodellek
. modellrekonstrukciós módszerek és eszközök
. felületek, testek valósághû megjelenítése, animáció
. adatcsere eszközei (interface-ek): DXF, IGES, VDA-FS,
SAT, STEP
. dokumentáció és rajzkészítés
A geometriai modell elemei
Pont . a munkadarab modell legegyszerûbb eleme
a pont lehet térbeli vagy síkbeli
P= P(x, y, z) - pont a térben; P= P(x, y, zo) - pont a síkon
Pontok: . bizonyos tervezési szempontból összetartozó pontok összerendelése (furatkör)
. osztályozhatók - 3D görbe : G= G(x, y, z)
- 2D görbe : G= G(x, y, zo)
. az egyenes és kör görbének kitüntetett szerepe van
. az analítikus görbéken túl használunk pontokkal adott görbéket is (spline).
Kontú: . görbékbõl van összerakva
. tartalmazhatnak analitikus és pontsorozattal adott görbéket is
. fontos az átmenetek kezdeti feltételeinek pontos megadása
Felület: . csoportosítási lehetõség : "bonyolultságuk" szerint
. egyszerû felületek - sík, henger, kúp, tórusz stb.
. bonyolult felületek - generálható, szorzat-, spline-, szobor-, stb.
Test: . a geometriai modellek legösszetettebb építõelemei - primitívek
. tipikus elemkészlet lehet 717c21h például: tégla, henger, kúp, gömb, ék
Drótváz modellek
*Térbeli információt tárolnak (csúcspontok koordinátái, élegyenletek)
*Keretszerkezetek elemzésére, térbeli csõhálózat tervezése
*Alkalmas térgeometriára, térbeli mozgatásra.
Korlátai:
● Testhatároló felületeket nem reprezentál - nem minden esetben egyértelmû a modell.
● Áthatási problémák, NC pályák generálására nem alkalmas általában
● Ütközésvizsgálatok korlátozottan végezhetõk vele.
● Takart vonalas algoritmusok nem használhatóak.
Felületmodellek
*Jóval fejlettebb, mint a drótváz, de topológiailag csak egyszerûbb alakzatok kezelhetõk vele.
*Leírás négyoldalú elemek egymás mellé helyezésével történik
*Tipikusan szabad formájú felületek leírására használják.
*Nem csúcs és él elemeket, hanem mezõk geometriáját tárolja.
*NC generálásra alkalmas, analízis végezhetõ vele.
Hátrány:
*Felülethatárok kezelésére alig használható módszerek
*Nincsenek általános lapok négyszögek helyett.
Felületek létrehozása
Jellemzõ: *a bonyolult felületek egy jelentõs csoportja; * a közelmúlt geometriai modellezésének középpontjában állt; → Oka : az ilyen felületek gyártásának feltételeiben beállt változás: többtengelyes szerszámgépek és vezérlések létrejötte volt
Létrehozás: *egy sík - vagy térgörbét ( leírógörbe ); *egy másik, sík-vagy térgörbe ( vezérgörbe ) által meghatározott pályán; *elõírt módon ( generálási mód - transzláció ) mozgatunk ( pl. : eltolás,
forgatás,....) →bonyolult felület keletkezik : transzlációs felület alakja alapvetõen a fenti három összetevõtõl függ
Jelentõségük: *a generáló görbék közvetlenül szolgáltatják a lehetséges szerszámpályákat
gyártástechnológiában: *a generálási mód pedig egyértelmû utalást adhat a felület gépi megmunkálással történõ elõállításakor alkalmazható gyártástechnológiai eljárásokra, módokra, eszközökre.
Vonalfelületek
Definíció: azon bonyolult felületek, amelyek egyenes leírógörbével generálhatók →* Leírógörbe ( generátor ) : egyenes; *Vezérgörbe ( direktrix ) : általános sík- vagy térgörbe
Típusai: A generálási módtól ( transzláció ) függõen alapvetõen három típusa: *Hengeres vonalfelület; * Kúpos vonalfelület; *Általános vonalfelület
Spline-ok
Négy pont koordinátáit különbözõ súlyokkal figyelembe véve a középsõ két pont közé approximációs vagy interpolációs görbét illesztünk.
Algoritmus
A Pi és Pi+1 pontok közé illesztünk görbét úgy, hogy a Pi-1, Pi, Pi+1 és Pi+2 pontok koordinátáit különbözõ súlyokkal vesszük figyelembe, ahol a súlyfüggvények összege 1:
A súlyfüggvények a figyelembevett pontokra (u értéke Pi és Pi+1 között tetsz leges lépcs zéssel változik a [0,1] intervallumban):
A görbe pontjai:
Spline felület leírása
Az (u,v) felület Pk pontjának xk, yk, zk koordinátáinak meghatározása:
azaz F(u,v)=G1(u)s1(v)+G2(u)s2(v)+G3(u)s3(v)+G4(u)s4(v)
A felület normálvektora:
Testmodellezési megszorítások
A testmodellezés a modellezett objektumra az alábbi feltételezéseket, illetve megszorításokat alkalmazza:
*az objektum merev test, tehát konkrét és invariáns alakkal rendelkezik; *az általa elfoglalt teret homogénen tölti ki; *kiterjedése véges, a modellje léptékezhetõ; *végesszámú elemi test kompozíciójaként létrehozható; *a merevtestszerû mozgások és a halmaz-mûveletek szempontjából zárt halmazként modellezhetõ.
Gyártási folyamatok tervezésének módszerei
Manuális: egyedi technológia; típus technológia; csoport technológia
Számítógéppel segített (megvalósítási elv): variáns; generatív; variogeneratív; mesterséges inteligencia; hibrid
Típustechnológia tervezés
(Szokolovszkij)
Alkatrész osztályozási rendszer kidolgozása (geometriai alapú). Adott alkatrészcsoport geometriai elemeinek megmunkálására technológiát dolgoz ki (gyártórendszer függetlenül). Széleskörûen publikált és alkalmazott technológiák. Illesztik a technológiát a konkrét gyártórendszerhez. Óriási sorozatok. Gyártótól független minõségi szint.
Csoporttechnológia tervezés
(Mitrofanov 1962 - GT USA 1972)
*A csoporttechnológia (GT) egy olyan gyártási és tervezési filozófia, amely a termelékenység és gazdaságosság javítása érdekében a geometriai vagy gyártási hasonlóságok alapján "családokba" csoportosítja az alkatrészeket, és a hasonlóságokból fakadó elõnyöket próbálja kihasználni a tervezés és gyártás során.
*E filozófia eredete még a XX. Század elejére, Frederick Taylor munkásságáig nyúlik vissza.
*Az elsõ módszeres összefoglalását a csoporttechnológia tervezésnek Mitrofanov adta 1962-ben.
Alkatrész családok létrehozása
. A hasonlóság származhat: *Tervezési - geometriai tulajdonságokból (pl. alak vagy méret); * Gyártási tulajdonságokból (hasonló mûvelet vagy mûveletelem igény)
. A csoportosítás módszerei: *Szemrevételezés - A valós gyártmány, a rajza illetve fotója alapján
(ez a legkevésbé hatékony módszer).; *Gyártási folyamat analízise (Production flow analysis, PFA) - Egy
létezõ vagy tervezett gyártási folyamat elemzésével a hasonló mûveletek, megmunkálási igények alapján.; *
Alkatrész osztályozás és kódolás - Összetett módszer, a tulajdonságokat szimbolizáló karakterek vagy számok alkalmazásával.
Alkatrész osztályozás és kódolás
*Geometriai hasonlóságon alapuló kódrendszer; *Gyártási igény hasonlóságán alapuló kódrendszer; *Kombinált, a geometriai és a gyártási igény hasonlóságán alapuló kódrendszer
Az elsõ módszer a tervezés szabványosítását segíti elõ. A második módszert a számítogéppel segített gyártási folyamat tervezésben és szerszám tervezésben elterjedten alkalmazzák. A harmadik módszer a két elõzõ elõnyeit igyekszik ötvözni.
Komplex alkatrész
A csoporttechnológia tervezés trükkje, hogy létrehozunk (választunk) egy olyan komplex (vezér) alkatrészt, amely valamennyi a családban található alkatrész minden megmunkálási igényét magában hordja. Erre az alkatrészre készítjük el a gyártási tervet - a gyártórendszer ismeretében, illetve annak célszer kialakításával.
Az egyes alkatrészek gyártási tervét a már kész komplex alkatrész gyártási tervéb l generálhatjuk.
A csoporttechnológia elõnyei
* Kis és közepes sorozat esetén az alkatrész család valamennyi tagjának együttes gyártása fedezi a tervezési
és a gyártási környezet kialakításának költségeit (kedvezõ fajlagos költségek.; * Áttekinthetõ gyártmány mozgást tesz lehetõvé; *Terméktervezési koncepció; *Gyártási koncepció; *A folyamat vezérlést támogatja; *Segít a szerszám és a készülék tervezésben, választásban; * Javuló minõség
Cellákba szervezett gyártás
*A csoporttechnológia koncepció hatékony gyártási alkalmazását teszi lehetõvé a gyártócellákba szervezett gyártási környezet kialakítása.
A gyártócella egy vagy több megmunkáló gép, raktár és szállító rendszer együttese. Automatizált anyagfolyam, szerszámcsere, és a cella szintû ütemezett vezérlés jellemzi.
Rugalmas gyártócellák FMS
A gyorsan cserélõdõ kis és közepes sorozatú alkatrészek gyártása ösztönzi a nagyobb rugalmasságot. A rugalmas gyártócellák - CNC megmunkáló gépeket és - Robotizált vagy mechanizált anyagkezelést
tartalmaznak.
Gyártócellák szervezési módszerei
A cellák az alkatrész családok gyártási igényei szerint szükséges gépeket és emberi résztvevõket egymáshoz
közel rendezve helyezi el.
Szerszámgép-alkatrész csoport analízis
A szerszámgép-alkatrész csoport a PFA módszerhez hasonló mátrix sor és oszlop permutáció eredményeként alakítható ki az alkatrészek gépigényét összefoglaló 0 és 1 elemeket tartalmazó
mátrixból.
A gyártási folyamat tagozódása
Szakasz: A gyártás azon része amely a termékhez szükséges részeket azonos készültségi állapotba hozza. Különbözõ típusú mûveletek együttese. (elõgyártás, alkatrészgyártás, szerelés)
Mûveletcsoport: Azonos típusú mûveletek együttese (esztergálási mûveletek)
M velet: Egy gépen, berendezésben egy befogásban (felfogásban) elvégzett feladatok (mûveletelemek) együttese.
M velet elemcsoport: Azonos típusú mûveletelemek összessége (fúrási mûveletelemek)
M veletelem: A munkadarab azonos felületén ugyanazon szerszámmal, változatlan feltételek (adatok) mellett végzett anyageltávolítás. Mozdulatok összessége
Mozdulat: Funkcionálisan még elkülöníthetõ kézi vagy gépi aktivitás. Idõigénye meghatározható. (szorít, közelit, ürít.. stb)
Mozdulatelem: Az anyagleválasztás szempontjából funkcionálisan el nem határolható aktivitás. (indít, léptet, ..)
Mûveleti sorrendtervezés
Megmunkálási igények meghatározása; Megmunkálási módok meghatározása; Bázisfelületek kijelölése; Szerszámgépválasztás; Készülékválasztás; M veletek kijelölése; M veletek sorrendjének meghatározása; Közbens kontúrok kijelölése
Mûvelettervezés
Leválasztási terv készítése (m veletelem generálás); Szerszámválasztás; M veletelemek összevonása; M veletelemek sorrendjének meghatározása; Szerszámelrendezési terv készítése
Szerszámválasztás
Szerszámválasztási kritériumok:
a munkadarab anyag; a ráhagyás jellege; megmunkálási f irány
Mûveletelem tervezés
Szerszám mozgáspályák tervezése; Forgácsolási paraméterek meghatározása; Programhordozók tervezése
CAM struktúra, fejlesztési törekvések
CAM feladatok bõvülése; Feature alapú szerszámpálya tervezés; Modell, NC program asszociativitás; Solid megmunkálás; Maradék nagyolás; HSM szerszámpályák; Pálya optimálás, (Techn. adatok); Ellenõrzési funkció bõvülése
Ráhagyás leválasztási stratégiák
Nagyolás (terasz); Maradék nagyolás (terasz); Elõsimítás (Z-finish); Simítás (Z-finish, párhuzamos); Maradék simítás
Anyagleválasztás, szerszámpálya ellenõrzése
Egy egy mûveletelem által eltávolított rétegvastagság ellenõrzése; Összevetés kész darab geometriájával; Csak geometriai viszonyok ellenõrzése; Színkódok alkalmazása az elõzõ mûveletelem nyomainak eltávolítása céljából; Forgácsleválasztás ellenõrzése nincs
Számítógéppel Integrált Gyártórendszer CÍM
A számítógéppel integrált gyártás, a CIM a termeléshez kapcsolódó vállalati funkciók olyan integrált együttese, amelyben a funkciók informatikai folyamatait számítógép támogatja és az alkalmazási modulok informatikai kapcsolatait helyi hálózat egységes adatbázis és üzenetszolgáltatások biztosítják. (Erdélyi Ferenc)
A CIM rendszereket integrált anyag és adatfeldolgozó rendszereknek (IAAR) nevezhetjük. (Hajós György) Rugalmas gyártórendszer elemei
Szerszámgépek; Mérõgépek; Szállítóeszközök; Kiszolgáló eszközök; Raktározó eszközök; Számítógépek; Hálózati elemek
SAP R/3 moduljai
*Értékesítés menedzselés; *Anyag menedzselés; *Gyártástervezés; *Minõség menedzselés; *Termék menedzselés; *Erõforrás menedzselés; *Pénzügy; *Értékesítés; *Számlázás; *Üzemszervezés; *Bérelszámolás; *Információ
Ütemezési stratégiák
JIT (just in time - éppen idõben); FIFO (first in first out - elsõnek be elsõnek ki); SLACK (idõtartalék minimum)
További prioritási szabályok
SPT - a legrövidebb mûveleti idejû; EDD - a legkorábbi határidejû munka kerül gépre; LWKR - legrövidebb hátralévõ megmunkálási idõ; SPT* - adott idõnél régebb óta várakozik vagy a legrövidebb mûveleti idejû; SPT-T - SPT* szabályt alkalmazzuk a negatív SLACK-kel rendelkezõ alkatrészekre; SOT/TOT - ti / ( t - t*) min!; CRATIO - legkisebb az eddig rendszerben töltött idejének és a tényleges megmunkálási idejének a hányadosa; QTP - a további megmunkáló helyeken a mûveleti és várakozási idõk várható értéke a legkisebb; SNQ - a következõ megmunkálási helyen a legrövidebb a várakozó sor; A/OPN - a határidõig még legkisebb hátralévõ idõ és a még hátralévõ megmunkálási idõ hányadosa a
A prioritási szabályok jósága
Johnson kritérium - a feladat befejezésének az ideje minimális.
További jósági kritériumok: Súlyozott kapacitás tartalék; Tartalék idõ átlag Határidõ túllépés büntetés
függvények; Általános költség kritérium
Gyártási paraméterek optimálásának modellje
Célfüggvények: Költség minimum - K(v,f,a); Idõ minimum - t(v,f,a); Profitráta maximum - p(v,f,a) Termelékenység maximum - Q(v,f,a)
Feltételrendszer: Elõtolás korlátok; Sebesség korlátok; Vegyes korlátok; Fogásmélység konstans
Általános megoldási módszer
1.tétel. Az optimumpont csak a keresési tartomány határán lehet, sõt ott sem akárhol, hanem csak azokon a szakaszokon, amelyeket a log n és log f síkban ábrázolt tartomány bármely pontjából felfelé induló -45o hajlásszögû egyenes metsz.
2. tétel. Az optimum szempontjából esélyes görbén legfeljebb egy lokális szélsõérték pont lehet.
Mûveletelemek optimális sorrendje
Egy gyártás során bizonyos mûveletelemek sorrendje felcserélhetõ - (mûveletelem elõzési terv); A mûveletelemek sorrendjét úgy kell meghatározni, hogy a megmunkálás, a szerszámcsere és az összekötõ mozgások idõszükséglete minimális legyen.; Matematikai modell - Utazó ügynök probléma
Az Intelligens Gyártórendszer (IGYR) Intelligent Manufacturing System (IMS) paradigma
Tervezés, gyártás és piac globalizálódása; A fenntartható fejlõdés (az erõforrások takarékos és
"zöld" kihasználása); Ember nélküli gyárak; Mesterséges intelligencia technikák alkalmazása
A problémák megoldása
Soha nem tapasztalt összetettség
Bizonytalan faktorok számának növekedése Direkt vezérlés számára kezelhetetlen
Holonikus gyártás
Eredet: 1. Herbert Simon órásmesterek; Tempus - alapelemekbõl Horus - részegységekbõl; 2. Élõ és társadalmi szervezetek hierarchiája.; Minden ami egész egy nagyobb egység része és fordítva
Holarchia
A holonikus gyártórendszer autonóm, intelligens, rugalmas, elosztott, egymással kooperáló egységekbõl (holonokból, ágensekbõl) áll.
Holonikus tulajdonságok I.
Autonómia: Önütemezés Önszabályozás Önjavítás Önbeállítás
Kooperáció: Tárgyalás Kommunikáció
Holonikus tulajdonságok II.
Az ember könnyen beilleszthetõ, hiszen autonóm és együttmûködésre képes. A holonikus gyártórendszer koncepcióhoz hasonló (az elõzõt a japánok vezették be, míg a fraktál gyártás európai elképzelés.(Prof. Warnecke) Itt is intelligens, elosztott, autonóm, rugalmas és egymással együttmûködõ egységek rendszerérõl van szó. Fraktál tulajdonságok: Hasonlóság; Önszervezõdés; Dinamizmus és vitalitás
Önszervezõdés
Fraktál önmagán belül dönt belsõ struktúrájáról és mûködésérõl; Nagymértékû decentralizáció; Fraktálok közötti együttmûködések kapcsolatok szervezõdése (dinamikus struktúrálódás)
3M "post it" üzenõ cédula ilyen körülmények között került kifejlesztésre
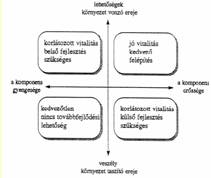
Vitalitás portfolió ++++kéép
A minoség fogalma, értelmezése
I. Hagyományos:A gyármány szabványnak illetve muszaki követelményeknek való megfelelése.
II. Korszerû: Legyen a vevõ elégedett.
III. Szabványos: " A termék és a szolgáltatás mindazon értékesítési, tervezési, gyártási és karbantartási jellemzõinek teljes összessége, amely által a termék és a szolgáltatás a használat során kielégíti a vevõ elvárásait."
A minõségbiztosítás területei
piackutatás, a koncepció megfogalmazása; fejlesztés; tervezés, szerkesztés; gyártás, szerelés; végellenõrzés; használatbavétel
Vagyis a teljes termelési folyamat valamennyi lépése.
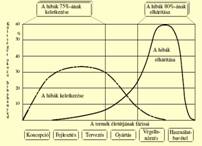
Gyártási hibák kiküszöbölése +++kéép
Alapfogalmak
Minõségirányítás vezetési tevékenység, a minõségpolitika meghatározása megvalósítása
Minõségpolitika a minõségre vonatkozó, vezetõség által kitûzött cél, irányvonal
Minõségbiztosítás valamennyi tervezett és rendszeres intézkedés annak érdekében, hogy a termék, szolgáltatás az adott minõségi követelményeket kielégítse.
Minõségszabályozás: a minõségi követelmények teljesítése érdekében alkalmazott operatív eljárások, tevékenységek.
A minõség szabályozása
4 lépésben történik:
Minõségi szintek kitûzése (Plan) irányítási funkció /költség / teljesítõképesség / biztonság /
Megfelelõség megítélése (Do & Check) ellenõrzési funkció
Beavatkozás (Act) ellenõrzési, szabályozási funkció
Tökéletesítés (Cycle) szabályozási, irányítási funkció
Minõségellenõrzés, mérés
A mérés fogalma: a tudományos megismerés empirikus módszere, az információ megszerzésének egy
lehetséges módja,; a gyártási folyamat irányítási részfunkciója,; összehasonlító tevékenység, amelynek
során, valamely mennyiség mérõszámát mértékegységével való - közvetlen vagy közvetett módon történõ - összehasonlításával határozzuk meg.
Mérendõ mennyiség: az a számmal jellemezhetõ fizikai fogalom (kiterjedés, jelenség, állapot, folyamat), amelynek mérõszámát mérés útján meg akarjuk határozni.; A méréshez egységül választott mennyiség a mértékegység. A mérendõ mennyiség és a mértékegység összehasonlításának eredménye a mérõszám, amely megmutatja, hogy a mérendõ mennyiségben hányszor van meg a mértékegység.
Koordináta-méréstechnika
Mérés hagyományos mérõeszközzel:a vizsgált alakelem jellemzõ méretének mérõszámát a mértékegységgel való összehasonlítás útján kapjuk.
Mérés koordináta-méréstechnikai módszerekkel:a vizsgált alakelemrõl a mérõgép a tapintó segítségével pontokat vesz fel, a pontokból a számítógép számítja ki a mérendõ méretet.
Elõnyei és hátránya
a hagyományos módon és egyébként nem elvégezhetõ mérési feladatok is elvégezhetõk ; a mért alakelemek egymáshoz viszonyított helyzete is meghatározható; a számítógép az egész mérési folyamat vezérlését átveszi; megteremtõdik a mérési eredmények visszacsatolásának lehetõsége; egyszerû elemek mérése estén idõigényesebb a hagyományosnál.
Elvi alapjai
bármely alak pontokkal leképezhetõ, ugyanakkor maga a pont X,Y és Z értékével egyértelmûen ábrázolható egy koordináta-rendszerben; a koordináta-méréstechnikában a mérési mûvelet abban áll, hogy meghatározzuk a mérendõ munkadarab különbözõ pontjainak X, Y és Z értékeit, majd ezen pontok segítségével kiszámítjuk a kívánt jellemzõt, (analitikus és koordináta geometria közvetlen alkalmazása); ehhez az alábbi feltételek teljesülésére van szükség :
- a három egymásra merõleges tengely mentén történõ elmozdulást mérni kell, tehát szükség van mindhárom irányban valamilyen hosszmérõ rendszerre,
- a kívánt pontok felvételéhez szükség van tapintórendszerre,
- a felvett pontokat ki kell értékelni, szükség van számítógépes háttérre.
Számítógéppel segített minõségtervezés
Az eljárás elõnyei: lehetõvé válik a jellemzõk korai definiálása a tervezés-szerkesztés fázisában, az ellenõrzési rajzokat automatikusan lehet elkészíteni, az ellenõrzési terv elkészítésekor a bemeneti hibákat az adatátvitel révén el lehet kerülni.
Az ellenõrzés tervezésének feladatai
rövidtávú feladatok: - az ellenõrzési terv (mûveletterv) kidolgozása; - az ellenõrzési utasítás (mûveleti utasítás) kidolgozása, - az ellenõrzési eredmények dokumentálásának megtervezése, - az ellenõrzési adatok feldolgozásának megtervezése, - mérõberendezések programozása,
hosszú távú feladatok: - ellenõrzési módszerek tervezése, - mérõeszközök felügyeletének tervezése, - mérõeszköz-tervezés és beszerzés, - konstrukciós tanácsadás, - képzés és továbbképzés.
A minõség tervezése - QFD
Quality Function Deployment - QFD (Módszeres Minoségi Tevékenység Rendszerbe állítása)
A QFD-filozófia alapelve: a vevõ elvárásainak és kívánságainak a gyártmány keletkezésének minden fázisában nagyobb fontosságot kell tulajdonítani, mint a tervezõmérnökök megvalósításra vonatkozó elképzeléseinek, azaz a termékfejlesztés valamennyi tevékenységét a vevõ szemszögébõl kell értelmezni.
"Quality - team" - Valamennyi érintett tevékenység szakértõje képviselteti magát benne.
A QFD története
A QFD-t Japánban az 1960-as évek végén dolgozta ki Shigeru Mizuno és Yoji Akao.; Az elsõ nagy léptékû ipari alkalmazása 1966-ban történt, a Bridgestone Tire Japán vállalatánál.; Az 1980-as évektõl elterjedt Európában és az Egyesült Államokban is.; Ma már általánosan alkalmazott tervezési módszer, amely jelentõsen túlmutat a minõségbiztosítási kereteken.
A QFD tevékenység végrehajtása
Amikor a tulajdonos, a vevõvel találkozó és a feladatokat (gyártás, szolgáltatás) végrehajtó személy ugyanaz, nem probléma a fogyasztói igények figyelembevétele; Egy összetett struktúrájú vállalat esetén viszont kell valamilyen módszertan a vásárlói igények ("voice of client") figyelembevételére; Ez a "Minõségház" módszere
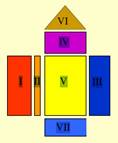
A Minõségház - House of Quality (HoQ)
A minõségház egy összetett mátrix, amely 7 össze-kapcsolódó almátrixból áll, és a fogyasztói igények technikai paraméterekre történõ lefordításában nyújt segítséget.
A minõség ház részei++kéép
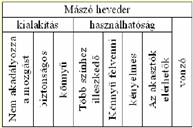
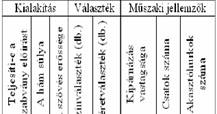
I. Terasz: A fogyasztói igények; II. Bejárat: Fontossági tényezõk; III. Garázs: Tervezõ mátrix; IV. Padlás: Mûszaki jellemzõk; V. Ház: Összefüggések mátrix; VI. Tetõ: Mûszaki jellemzõk kapcsolatai; VII. Pince:Mûszaki célok rangsorolása
I.Terasz: A fogyasztói igények ++kép
Elsõ lépés a fogyasztói igények mátrix kitöltése. Ezeknek az összegyûjtése a vevõvel történõ kommunikáció segítségével történhet. Gyakran alkalmazott módszer a rokonsági vagy fa diagrammok létrehozása. A fogyasztói igények elõször egyenként, összekapcsolódások nélkül kerülnek összegyûjtésre.
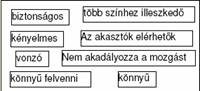
Következõ lépésben csoportosítjuk a követelményeket, elkészítjük a rokonsági diagrammot.
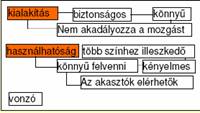
Végül a rokonsági diagramm segítségével létrehozzuk a fa diagrammot.
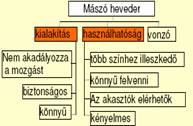
A mátrixban megjelenõ forma ebbõl a fa diagrammból már könnyen elõállítható.
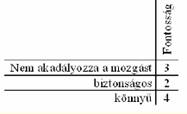
II. Bejárat: Fontossági tényezõk ++kéép
A fogyasztói igényeket fontosság szerint 1-5 skálán súlyozni kell,
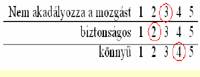
Majd az így kapott értékek legjellemzõbbikét (vagy átlagát) írjuk a mátrixba.
III. Garázs: Tervezõ mátrix ++kép
Ez a szegmens szolgál a saját termék és a versenytársak termékei összehasonlítására a vásárlói elégedettség szempontjából. Az értékelést itt is a vevõk által kitöltött, 1-5 értékig történõ osztályozás szerint végezzük az
egyes fogyasztói igényekre.
Az egyes igény jellemzõkre elvégezzük a termékünk és a versenytársak osztályozását
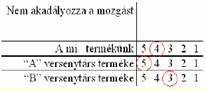
Valamennyi jellemzõ értékelése után a jellemzõk értékeit összekötve ellenõrizhetjük, melyik termék teljesíti magasabb szinten a vásárlói igényeket; ebben a grafikus ábrázolás sokat segít.
IV. Padlás: Mûszaki jellemzõk++kép
Ezt a részét a minõségháznak a Quality team tölti ki, hiszen ehhez szakmai kompetencia kell. Ennek megfelelõen szokás a "szolgáltató vagy gyártó hangjának" is nevezni, (voice of the producer). A fogyasztói igényekhez köthetõ, mérhetõ jellemzõket tartalmazza.
A fogyasztói igények megjelenítéséhez hasonlóan a rokonsági és fa diagrammok alkalmazásával készíthetjük el
Szokás kiegészíteni a fejlesztés irányát jelzõ nyilakkal

V. Ház: Összefüggések mátrix
A Minõségház fõ része, amelyben a fogyasztói követelmények és a mûszaki paraméterek kapcsolatát írjuk le. Kialakításában egy kétdimenziós mátrix, ahol a cellák teremtik meg a kapcsolatot, a benne szereplõ jelek pedig annak erõsségét jelzik. Szintén a Quality team tölti ki.
VI. Teto: Mûszaki jellemzõk kapcsolata
A tetõ háromszögében a mûszaki jellemzõk kapcsolatát határozzuk meg páronként. A jellemzõk erõsíthetik (segíthetik) egymást ® +. Jellemzõk gyengíthetik a másik hatását ® -.
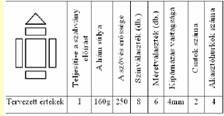
VII. Pince: Mûszaki célok rangsorolása ++kép
A "pince" adatai alapvetõen 3 funkciót töltenek be: 1. A mûszaki paraméterek prioritásának meghatározása; 2. A versenytársak termékének jellemzõivel való összehasonlítás; 3. A mûszaki jellemzõk tervezett (célzott) értékeinek meghatározása.
A prioritás meghatározásához a fogyasztói igények fontossági értékét az összefüggés mátrixban szereplõ
kapcsolat erõsségével megszorozzuk, és a kapott értékeket a mûszaki jellemzõknek megfelelõ oszloponként összegezzük A versenytársak termékével történõ összehasonlítás a mûszaki jellemzõk szempontjából hasonlóan történik, mint a fogyasztói igények szempontjából történõ összehasonlítás, azonban itt az értékelés alapja a számszerûsíthetõ jellemzõk értéke, és az elemzést a Quality team végzi. A kiértékelés itt is lehet grafikus.

A minõségház végsõ kimenete a mûszaki jellemzõkre meghatározott számszerû értékek. Ezek a ház (mátrix) fölépítésébõl következõen már a fogyasztói igények maximális figyelembevételével kerülnek meghatározásra, és az új termék tervezésekor kulcsparamétereknek számítanak.
Négyfázisú modell
1. fázis: a vevõk követelményeibõl levezetik a termék mûszaki jellemzõit; 2. fázis: a mûszaki jellemzõkbõl
meghatározzák a termék komponenseinek jellemzõit; 3. fázis: a komponensek specifikációjából levezetik a megmunkálási folyamatokkal szemben támasztott követelményeket; 4. fázis: a megmunkálási folyamatokból kiadódik a szükséges gyártó- és ellenõrzõeszközök köre és választéka.
A QFD alkalmazásának elõnyei, hátrányai
szisztematikus felépítés és általános használhatóság a minõségtervezésben érdekelt valamennyi vállalati szférában; a termék tulajdonságai "jó fedésben vannak" a vevõ követelményeivel; a vállalati erõforrások a vevõ által igényelt jellemzõkrekoncentrálódnak.
A QFD-módszer alkalmazásának hátrányai: a szakemberek team-jében elengedhetetlen az idõ- és költségigényes megbeszélés, vita; a "minõség-ház"-ban ábrázolás már viszonylag egyszerû terméknél is bonyolulttá válhat.
SPC - Statistical Process Control
. Nagy sorozatban gyártott termékek esetén (tömeggyártás);. A gyártott termék vagy a végzett szolgáltatás minõségének egyenletességét hivatott biztosítani;. a folyamatra ható zavarok azonosítása, vizsgálata a folyamat kézben tartása matematikai statisztikai módszerek alkalmazásával történik;. Eredmény: - csökken a selejtképzõdés;- optimalizálódik a beavatkozások száma;- kezelhetõvé válhat a tûrésen kívüli állapot;- feltárhatók a minõségtartalékok;- a folyamatról dokumentált információhalmaz keletkezik;- a termék biztonsággal megfelel az elõírásoknak és követelményeknek.
Elvi alapja
Véletlen hiba okok jellemzõi: több apró tényezõbõl tevõdnek össze; kisebb hibát eredményeznek; állandóan jelen vannak, ha nem történik beavatkozás; a folyamat viselkedése megjósolható.(Normális eloszlás, Jósolható eredmény)
Rendszeres hiba okok jellemzõi: *egy-két jelentõsebb tényezõ okozza; rendszertelenül jelentkezik; a folyamat viselkedése nem jósolható; ismételten jelentkeznek, ha nem történik beavatkozás.(Eltér a normálistól, Nem stabil)
A folyamatszabályozás modellje ++kép
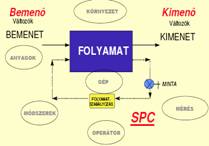
Befolyásoló hatások (5M): Ember (Man), Környezet (Mitwelt), Gép+eszköz (Machine ), Módszer ( Methode ), Anyag (Material).
A szabályozott folyamat viselkedése
. Rövidtávú megfigyelések (pillanat-felvételek).;. A hosszutávú eredmény a rövidtávú megfigyelések összességével írható le.;. Véletlen tényezõk esetén a folyamat hosszutávon is bizonyos kiszámítható határok között ingadozik.
Szabályozó kártyák
. Dr. Walter A. Shewhart fejlesztette ki 1924-ben a Bell laboratóriumnál; . a termék-, illetve folyamatjellemzõ változásait grafikusan jeleníti meg;. az adatokat mintázatokká alakítja át, amelyek statisztikai eszközökkel vizsgálhatók és lehetõvé teszi a folyamat viselkedésének leírását.
Szabályozó kártyák típusai
. Mérhetõ mennyiségek szabályozó kártyái:- Széleskörû alkalmazhatóság, mivel a legtöbb folyamatnak vannak mérhetõ jellemzõi.;- Kvantitatív információ, amely több információt nyújt, mint az egyszerû minõsítéses igen/nem adatok.;- Kevesebb minta szükséges a minõsíthetõ jellemzõkhöz képest,
. Dimenziónélküli mennyiségek szabályozókártyái: - mintákon belüli kicsi (0-hoz közeli) ingadozás esetén,; - szakaszos vagy folyamatos homogén vegyi folyamatoknál
. Minõsítéses jellemzõk szabályozókártyái: . p-kártya - hibás darabok aránya; . np-kártya - hibás darabok száma; . c-kártya - hibák száma; . u-kártya - hibaarány
Jellegzetes mérhetõ jellemzõk
. Átlag: egy folyamat, vagy termékparaméter átlagértékének idõbeli változását figyeli. A szélsõséges ingadozásokra érzékeny.
. Terjedelem: az adott paraméter idõbeli ingadozásának csökkenését, vagy növekedését figyeli. Kézi kártyavezetéshez igen alkalmas.
. Szórás: az adott paraméter idõbeli ingadozásának csökkenését, vagy növekedését figyeli. Számításigényes, ezért fõleg számítógépes kártyavezetésnél használják.
. Egyedi érték: az adott paraméter idõbeli változását és egyben az egyedi mérések közötti eltérés ingadozásának mértékét figyeli.
. Medián: egy folyamat, vagy termékparaméter közepes értékének (medián) idõbeli változását figyeli. Kevésbé érzékeny a szélsõséges ingadozásokra.
. Mozgó átlag: az egyedi adatok ingadozásának kisimításával inkább a hosszú távú trendek kimutatására alkalmas. Alapvetõen ott alkalmazzuk, ahol a mintázás hosszú idõt vesz igénybe. A múlt és a jelen adatai egyformán lényegesek.
. Mozgó terjedelem: az egyedi adatok ingadozásának kisimításával inkább a hosszú távú trendek kimutatására alkalmas. Alapvetõen ott alkalmazzuk, ahol a mintázás hosszú idõt vesz igénybe. A múlt és a jelen adatai egyformán lényegesek.
A kártyák elemzése ++kép
. A méréses jellemzõk kártyáit párban használják, a két kártya együtt ad információt a folyamatról. Az elemzést mindig a mintán belüli szórásra jellemzõ kártyával kell kezdeni például a terjedelem kártyával.
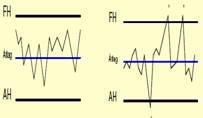
Szabályozott folyamat Szabályozási határon kívül fekv pontok
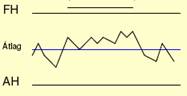
Megfutás (Run): A folyamat statisztikailag nem szabályozott, pontok (7 vagy annál több) az átlag egyik oldalán.
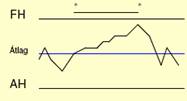
Trend: A folyamat statisztikailag nem szabályozott mert az eredmények, pontok (7 vagy annál több) monoton emelkednek vagy csökkennek, trendet mutatnak.
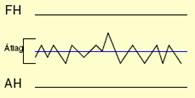
Középsõ harmad: A folyamat statisztikailag nem szabályozott a pontok 67%-ánál több esik a határok közötti rész középsõ harmadába.
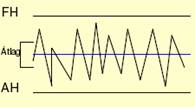
Határ közeliség: A folyamat statisztikailag nem szabályozott: a pontok 30%-ánál több esik a határok melletti harmadokba.
Találat: 4178