 | |||||||||
|  | ||||||||
| |||||||||
| | ||||||||
| kategória | ||||||||||
|
|
||||||||||
|
|
||
|
|||||||||||||||||
Képlékenyalakítás alapfogalmai
Képlékenyalakítás alapfogalmai
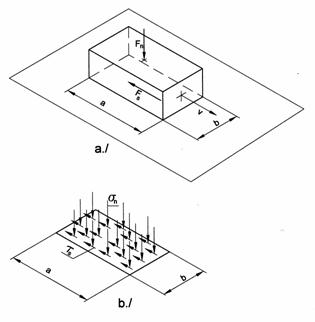
1 Alakváltozás állapot
Maradó (képlékeny) alakváltozás jellemzésére a valódi, vagy logaritmikus nyúlást használjuk.
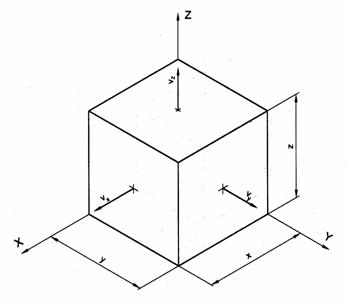
1.1 ábra.
A 1.1 ábrán látható, egységnyi élhosszúságú (xo = yo = zo = 1) kockát Fz erõvel, súrlódásmentes körülmények között x, y, z élhosszúságúra alakít 545h77f va, az egyes élek irányában létrejövõ valódi nyúlások mérõszámai a



összefüggésekkel határozható meg.
Tételezzük fel, fennáll a λx ³ y ³ z reláció, ekkor λ x y z , tehát a fõnyúlások koordináta-rendszere megegyezik az x, y, z koordináta-rendszerrel.
Síkalakváltozásról beszélünk, ha valamelyik tengely irányában nem jön létre méretváltozás, tehát a valódi nyúlás értéke zérus.
Az alakítás elõtti és utáni térfogat állandóságát a
![]()
képlet fejezi ki.
A térfogatállandóságból következik a
![]()
illetve a
![]()
összefüggés.
Az alakváltozás során elszenvedett összehasonlító alakváltozás értéke a fõnyúlások ismeretében a
![]()
vagy a
![]()
képlettel számítható. Az utóbbi két összefüggés azonosság, ami a térfogatállandóságból kapott
![]()
összefüggés felhasználásával bizonyítható.
1 példa
Egy xo = 40 mm, yo = 40 mm és zo = 60mm kiinduló méretû hasábot zömítünk z irányban. A zömítés utáni méretei: x = 55 mm, z = 30 mm.
Homogén alakváltozásállapotot feltételezve, határozza meg az x, y és z tengely irányú valódi nyúlást és az alakváltozott hasáb pontjaiban az összehasonlító alakváltozást.
1 példa megoldása
Kiinduló adatok:
A hasáb kiinduló méretei: xo = 40 mm, yo = 40 mm, zo = 60 mm
A hasáb zömítés utáni méretei: x = 48 mm, z = 30 mm
A
térfogatállandóságot felhasználva: ![]()
Amelybõl a
z = 30 mm-re zömített hasáb y irányú mérete: ![]()
y = 66,67 mm
A valódi nyúlások az x, y és z tengely irányában:



x λy 0,511 λz
A fõnyúlásokra
érvényes ![]() reláció alapján
írható:
reláció alapján
írható:
![]()
![]()
![]()
Az összehasonlító alakváltozás a hasáb pontjaiban:
![]()
2 Alakváltozás-sebesség állapot
Az x, y és z tengely irányában létrejövõ alakváltozás-sebességek, a valódi nyúlások idõegységre vetített értékeinek tekinthetõk, azaz:
![]()

![]()
összefüggésekkel számítható.
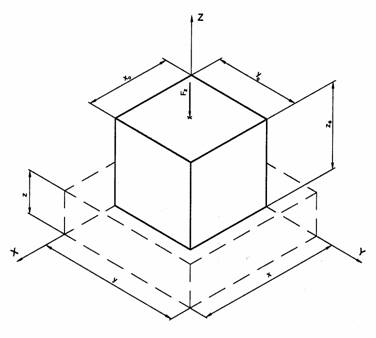
2.2 ábra
Ismerve a 2.2 ábrán látható alakváltozó hasáb x, y és z normálisú lapjainak vx, vy és vz elmozdulássebességeit (amelyekrõl most tételezzük fel, hogy állandók), akkor az elõbbi összefüggések felhasználásával a koordinátarendszer tengelyeinek irányában a pillanatnyi deformált állapothoz (x, y, z élhosszúsághoz) tartozó alakváltozás-sebességek a
![]()

![]()
összefüggésekkel határozhatók meg.
Ha teljesül a ![]() reláció, akkor igaz a
reláció, akkor igaz a
![]()
![]()
![]()
összefüggés-csoport, következésképpen a fõnyúlások koordináta-rendszere azonos az x, y, z koordináta-rendszerrel.
A térfogatállandóságból következik a
![]()
illetve a
![]()
összefüggés.
Az összehasonlító alakváltozás-sebesség a fõalakváltozás-sebességek ismeretében a
![]()
vagy a
![]()
összefüggéssel határozható meg.
A 2.1 táblázat
tájékoztató értékeket közöl néhány képlékenyalakító technológia összehasonlító
alakváltozás (λö) és összehasonlító
alakváltozás-sebesség tartományáról (![]() ).
).
2.1 táblázat
|
Eljárás |
|
[1/s] |
|
Hideghengerlés |
|
|
|
Huzal- és rúdhúzás |
|
|
|
Lemezalakítás (pl.:mélyhúzás) |
|
|
|
Robbantásos alakítás |
|
|
|
Kovácsolás |
|
|
|
Rúd- és profilsajtolás |
|
|
|
Szuperképlékeny alakítás |
|
|
2 példa
Egy xo = 40 mm, yo = 40 mm és zo = 60mm kiinduló méretû hasábot zömítünk z irányban, vz = -0,5 mm/s állandó nyomószán-sebességgel, úgy hogy az y tengely irányában az alakváltozást a szerszám megfelelõ kialakításával megakadályozzuk.
Homogén alakváltozás-sebesség állapotot feltételezve, határozza meg a hasáb pontjaiban az x, y és z tengely irányú alakváltozás-sebességeket és az összehasonlító alakváltozás-sebességet, a hasáb z = 30 mm-es zömítési magasságánál.
2 példa megoldása
Kiinduló adatok:
A hasáb alakítás elõtti méretei: xo = 40 mm, yo = 40 mm, zo = 60 mm
A "z" irányú szerszámsebesség: vz = -0,5 mm/s
A hasáb adott z=30mm zömítési magasságához tartozó további méretei: y = yo
A
térfogatállandóságot felhasználva: ![]()
és figyelembe véve: y = yo
A hasáb "x" irányú
mérete: ![]() x = 80 mm
x = 80 mm
A "z" irányú
alakváltozás-sebesség: ![]()
![]()
A kontinuitási törvénybõl
következik: ![]()
Mivel: vy ezért ![]()
így: ![]()
![]()
A
fõnyúlássebességekre érvényes ![]() reláció miatt írható:
reláció miatt írható:
![]()
![]()
![]()
Az összehasonlító alakváltozás-sebesség:
![]()
![]()
3 Képlékenységi feltétel
Tételezzük fel, hogy a 1 ábrán látható kocka zömítését Fz erõvel úgy végezzük, hogy közben az x és y normálisú lapokon Fx illetve Fy erõket mûködtetünk.
Kérdés: a fenti erõk milyen értéke mellett indul meg a képlékeny alakváltozás, majd ezt követõen hogyan változzon az Fz zömítõerõ a zömítési út függvényében, hogy a zömítési folyamat fenntartható legyen?
A kocka pontjaiban az x, y és z tengelyek irányában ébredõ feszültségek az alakítás kezdeti pillanatában a
összefüggésekkel határozhatók meg.
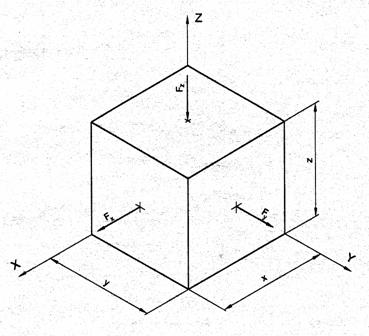
1. ábra
A képlékeny állapot létrejöttének, illetve folyamatos fenntartásának feltétele, hogy a feszültségekbõl számítható összehasonlító feszültség (s ) érje el az anyag pillanatnyi összehasonlító alakváltozásához tartozó alakítási szilárdság (kf) értéket, azaz:
![]()
Adott anyagminõség alakítási szilárdsága (kf) az alakváltozás során nem állandó, az állapothatározó paraméterek függvénye.
Ebbõl következik, hogy az elõbbi összefüggés bal oldalán szereplõ összehasonlító feszültség értékének úgy kell változni, hogy az egyenlõség az alakítási folyamat során fennmaradjon. A gyakolatban ez azt jelenti, hogy a 1 ábrán látható alakítási modellt hidegalakítás körülményei között zömítve a növekvõ alakváltozás (csökkenõ "z" irányú méret), növekvõ alakítóerõvel tartható fenn.
Tételezzük fel, hogy fennáll a sx ³ sy ³ sz reláció. Ekkor a fõfeszültségek s sx s sy s sz és a fõfeszültségek koordináta-rendszere azonos az x, y, z koordináta-rendszerrel.
A fõfeszültségekkel az összehasonlító feszültség értéke Tresca elmélete szerint a
Huber - Mises - Hencky elmélete szerint

összefüggéssekkel számítható.
A két elmélet bizonyos feszültségállapotoknál azonosan, másoknál eltérõen itéli meg a képlékeny állapot létrejöttének, illetve folyamatos fenntartásának feltételét. Legnagyobb az eltérés a
![]()
összefüggéssel jellemzett feszültségállapot esetén (kb. 15%).
3 példa
Külsõ erõkkel terhelt acél próbatest valamely pontjában s = 400 [N/mm s = 300 [N/mm s = -600 [N/mm ] fesültségállapot ébred. A próbatest anyaga homogén és izotróp, ezért valamennyi pontjában az alakítási szilárdság kf = 1000 [N/mm
Vizsgálja meg a Tresca és a Huber-Mises-Hencky képlékenységi feltétellel, hogy rugalmas vagy képlékeny állapotban van a vizsgált pont és annak szûk környezete?
3 példa megoldása
Kiinduló adatok:
A vizsgált pontban a fõfeszültségek értékei:
s = 400 [N/mm s = 300 [N/mm s = -600 [N/mm
Alakítási szilárdság a vizsgált pontban: kf = 1000 [N/mm
Összehasonlító
feszültség Tresca szerint: ![]()
![]() [N/mm
[N/mm
Összehasonlító feszültség Huber-Mises-Hencky szerint:
![]() [N/mm
[N/mm
A képlékeny állapot létrejöttének a feltétele, hogy az összehasonlító feszültség érje el az adott pont alakítási szilárdságát, azaz:
![]() , illetve
, illetve ![]()
A számított értékek alapján megállapítható, hogy a Tresca hipotézis szerint a vizsgált pont képlékeny állapotban, a Huber-Mises-Hencky szerint rugalmas állapotban van.
4 Anyagtörvény képlékeny állapotban
Ha a képlékeny állapotban létrejött valódi nyúlás értékek mellett (lx ly lz), a képlékeny alakváltozás megindulását mindig megelõzõ rugalmas alakváltozások elhanyagolhatóak (mert egy-két nagyságrenddel kisebbek a képlékeny alakváltozás során létrejött alakváltozásokhoz képest), akkor a feszültségek és az alakváltozások kapcsolatának jellemzésére jól használhatók a Mises által javasolt
![]()
![]()
![]()
egyenletek.
ahol: D - a képlékenységi modulus.
Az alakítási folyamat során D értéke nem állandó, hanem az összehasonlító alakváltozás függvénye a
![]()
elvi összefüggésnek megfelelõen (ha állandó összehasonlító alakváltozás-sebességgel és állandó hõmérsékleten megy végbe az alakváltozás).
A Mises-egyenletek és a folyási feltétel felhasználásával levezethetõ a
![]()
összefüggés, amelynek elvi diagramja a 4.1 ábrán látható, s tulajdonképpen az anyagtörvény grafikus formája.
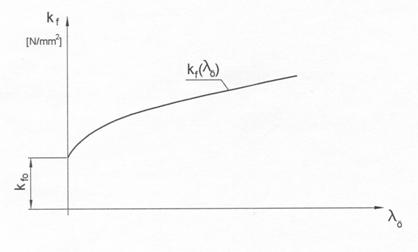
4.1 ábra
A kf - λö függvényt az adott anyagminõség folyásgörbéjének nevezzük.
Az origóból a folyásgörbe egy tetszõleges pontjához egyenest húzva, az egyenes vizszintes tengellyel bezárt hajlásszögének tangense:

Ez nem más mint az adott folyásgörbe ponthoz tartozó képlékenységi modulus (lásd: a Mises egyenletekbõl felírt összefüggést).
A képlékenységi modulus értéke a folyásgörbe pontjaiban más és más, ezért a fent felírt Mises egyenletek csak az adott ponthoz tartozó feszültség- és alakváltozásállapot közötti kapcsolatot jellemzik.
4 példa:
Síkbeli feszültségállapottal (a > 0, b > 0, c = 0) terhelt lemez "A" pontjában -az alakváltozási állapot mérésére- a lemez felületére do = 5 [mm] átmérõjû kört viszünk fel.
Az alakítás után ellipszissé torzult kör nagy- és kistengelyének méretei:
a = 7,3 [mm], b = 6.2 [mm].
Határozza meg:
a./ a l összehasonlító alakváltozást az "A" pont környezetében
b./ az összehasonlító alakváltozás la lb komponenseit létrehozó a, b feszültségeket, ha a lemez anyagának folyásgörbe
paraméterei:
c = 147
[N/mm2],
n = 0,2.
4 példa megoldása
Kiinduló adatok:
Az etalon kör átmérõje: do = 5 [mm]
Az alakváltozás során ellipszissé torzult etalon kör nagy- és kistengelyének mérete: a = 7,3 [mm], b = 6.2 [mm].
A lemez anyagának folyásgörbe paraméterei:
keményedési együttható: c = 147 [N/mm2], keményedési kitevõ: n = 0,2
Valódi nyúlás a
nagytengely irányában: 
![]()
Valódi nyúlás a
kistengely irányában: 
![]()
A lemez síkjára
merõleges valódi nyúlás a ![]() összefüggés felhasználásával
számítható:
összefüggés felhasználásával
számítható:![]()
![]()
Az összehasonlító alakváltozás a három egymásra merõleges valódi nyúlással:
![]()
![]()
Az alakítási
szilárdság a vizsgált pontban: ![]()
![]() [N/mm2]
[N/mm2]
A képlékenységi
modulusz: 
![]() [N/mm2]
[N/mm2]
A Mises-egyenletek az a, b és c irányban az alábbi alakúak:
![]()
![]()
![]()
Figyelembe véve,
hogy a lemez csak a síkjában terhelt, azaz a lemez síkjára merõleges feszültség
zérus (![]() ), ezért a fenti egyenletek az alábbi alakra egyszerûsödnek:
), ezért a fenti egyenletek az alábbi alakra egyszerûsödnek:
![]()
![]()
![]()
Mivel bármelyik két egyenlet meghatározza a harmadikat, ezért nem függetlenek egymástól.
Például az elsõ két összefüggést felhasználva a a, b feszültségek kifejezhetõk.
![]()
![]() [N/mm2]
[N/mm2] ![]() [N/mm2]
[N/mm2]
5 Folyásgörbe, folyási felület
Adott anyagminõség alakítási szilárdságát a
![]()
háromváltozós függvény írja le.
A három változó közül (az összehasonlító alakváltozás-sebességet állandó értéken tartva) és az alakítási szilárdságot a másik két változó függvényében ábrázolva, olyan kétváltozós függvényt kapunk, amelynek összetartozó értékei egy felületen helyezkednek, amelyet a 5.1 elvi ábra szemléltet. Az így kapott felületet folyási felületnek nevezzük.
Szobahõmérsékleten,
kis összehasonlító alakváltozás-sebességgel (![]() ) végezve az alakítást, az
alakítási szilárdság jó közelítéssel csak az összehasonlító alakváltozás függvényeként
kezelhetõ, mivel a másik két paraméter befolyásoló hatása ezen a hõmérsékleten
nem jelentõs.
) végezve az alakítást, az
alakítási szilárdság jó közelítéssel csak az összehasonlító alakváltozás függvényeként
kezelhetõ, mivel a másik két paraméter befolyásoló hatása ezen a hõmérsékleten
nem jelentõs.
A folyásgörbe adott
összehasonlító alakváltozássebesség értékhez tartozó folyási felület,
T = áll. hõmérsékleten vett metszete, tehát a
![]()
függvénykapcsolatot jelenti, vagyis az alakítási szilárdság változását az összehasonlító alakváltozás függvényében, miközben a másik két paramétere állandó értékû.
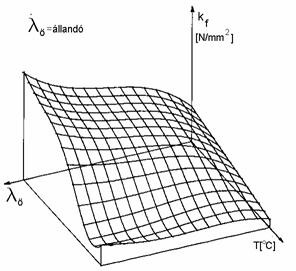
5.1 ábra
A 5.2 ábra néhány anyag T = 20 C alakítási hõmérsékleten, 0,1 [1/s] összehasonlító alakváltozás-sebességgel felvett folyásgörbéjét és a deformáció során a térfogategységben elnyelt ideális alakváltozási munkát szemlélteti.
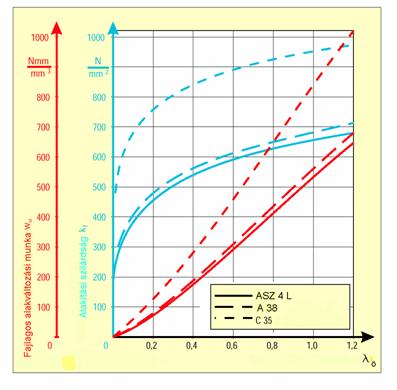
5.2 ábra
5.1 Folyásgörbe meghatározás módszerei
A képlékenyalakító technológia erõ- és munkaszükségletének meghatározásához ismernünk kell az alakított fém folyásgörbéjét, a technológia által meghatározott összehasonító alakváltozás-sebességen és alakítási hõmérsékleten.
Az alakítandó anyag folyásgörbéje a fenti paraméterek ismert értékei mellett méréssel és a kapott mérési adatok felhasználásával végzett számítással határozható meg.
A folyásgörbe meghatározása méréstechnikailag nem egyszerû feladat, mert a mérés során nehéz biztosítani, hogy az alakváltozás -az alakítási szilárdság definíciójának megfelelõen- egytengelyû feszültségállapotban menjen végbe, továbbá a próbatest hõmérséklete és összehasonlító alakváltozás-sebessége mérés közben állandó értékû legyen.
A kifejlesztett módszerek más és más megközelítésben oldják meg a fenti feltételek teljesülését.
A fontosabb mérési módszerek:
Hengeres próbatest zömítõvizsgálatával végzett folyásgörbe meghatározás,
Hengeres próbatestek zömítõvizsgálatával végzett folyásgörbe meghatározás (extrapolációs módszer),
Lapos próbatest
zömítõvizsgálatával végzett folyásgörbe meghatározás (
Folyásgörbe meghatározás hengeres próbatest zömítõvizsgálatával
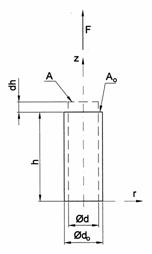
Az egytengelyû feszültségállapot jó közelítéssel megvalósítható a do kiinduló átmérõvel és ho kezdõ magassággal rendelkezõ hengeres próbatest zömítése során, ha gondoskodunk arról, hogy az alakváltozó próbatest véglapjai és a szerszámfelületek (nyomóbetétek) között a súrlódás elhanyagolhatóan kis értékû legyen. Ez elérhetõ az érintkezõ felületek elõzetes polírozásával és megfelelõ kenéssel.
A h magasságra zömített d átmérõjû próbatest véglapjain az átlagnyomás a
![]()
összefüggéssel határozható meg (lásd: [2]).
Ha a súrlódás elhanyagolhatóan kis értékû (m 0), akkor az átlagnyomás az alakítási szilárdsággal vehetõ azonosnak, amelyet a
![]()
összefüggés szemléltet.
A
![]()
összefüggéssel az átlagnyomás meghatározható a h magassághoz tartozó F zömítõerõ és a nyomott "A" felület hányadosaként, ahol a h magassághoz tartozó keresztmetszet a térfogatállandóságból felírható
![]()
képlettel számítható.
Tehát a zömítési tartományban az összetartozó F és h értékek felhasználásával az alakítási szilárdság a

az összehasonlító alakváltozás pedig
![]()
összefüggésekkel határozható meg.
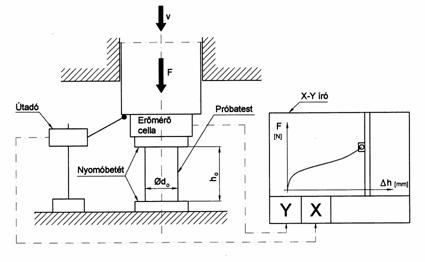
Mérés gyakorlati kivitelezése
A mérés gyakorlati kivitelezése a 5.2.1 ábrán látható elvi vázlat szerint végezhetõ. Az erõmérés a nyomóbetét és a nyomószán közé épített erõmérõ cellával, az útmérés pedig az útadóval történik. A mérõegységek analóg jelét az X - Y író megfelelõ bemeneteire kapcsolva, a zömítés erõ - út diagramja regisztrálható.
A regisztrátumból -az erõ- és útlépték ismeretében- az összetartozó F - Dh, illetve a
![]()
összefüggés felhasználásával az F - h adatpárok elõállíthatók.
A zomites.ppt Power Point file diasorozata "Diashow" üzemmódban lejátszva, a GO3 MSZ17789 anyagminõségû, ho = 20 mm kiinduló magasságú és do = Æ10 mm kiinduló átmérõjû hengeres próbatest súrlódásmentes körülmények között (m = 0), szobahõmérsékleten, h = 5 mm végsõ magasságig végzett zömítési szimulációját szemlélteti. Jól megfigyelhetõ a kezdeti rácsháló a súrlódásmentes viszonyok miatt nem torzul, tehát az alakváltozás egytengelyû feszültségállapotban megy végbe. A zömítés során az alakváltozási munka hõvé alakul, s a darab pontjainak
5.2.1 ábra
hõmérsékletét növeli. A színskála a darab hõmérséklet eloszlásáról tájékoztat. Az ábrán a zömítés erõ-út diagramjának egy részlete is megfigyelhetõ.
Függvényillesztés
Az összetartozó kf - λö értékeket diagramban ábrázolva a 5.2.2 ábrán látható pontsort kapjuk.
5.2.2. ábra.
A számított pontsorra célszerû egy alkalmasan megválasztott függvényt illeszteni. A gyakorlatban gyakran alkalmazzák a folyásgörbe leírására a
![]()
alakú egyszerû hatványfüggvényt, azon hibája ellenére, hogy a kis alakváltozások tartományában (λö = 0...0,3) pontatlanul jellemzi a kf - λö kapcsolatot, viszont matematikailag jól kezelhetõ (könnyen deriválható, integrálható, stb.).
5.2.3 ábra
A függvény paraméterei a "c" keményedési együttható és az "n" keményedési kitevõ. Az utóbbi értéke 0 £ n £ 1 tartományban van. Bizonyítható (lásd: [1]), hogy a keményedési együttható értéke az egységnyi összehasonlító alakváltozáshoz (λ = 1) tartozó alakítási szilárdság értékével azonos, továbbá az "n" keményedési kitevõ értéke nem más, mint az adott anyag szakítóvizsgálata során, az egyenletes nyúlás felsõ határához tartozó összehasonlító alakváltozás.
A teljes tartományban hibátlanul jellemzi a folyásgörbét a
![]()
alakú négyparaméteres folyásgörbe egyenlet, amely a kis alakváltozások tartományában is jól illeszkedik a mért értékekre.
A c és n, illetve az a, b, c és d paraméterek értékeinek meghatározását a legkisebb négyzetek módszerével végezzük, hogy a keresett függvény a legkisebb hibával illeszkedjék a mért pontsorra.
A 5.2.3 ábra az illesztett egyszerû hatványfüggvény diagramját szemlélteti, feltüntetve a mért pontsor diszkrét értékeit is.
5.2 példa
C25 MSZ61 anyagminõségû, hengeres próbatest zömítése során felvett erõ - út diagramból az alábbi összetartozó értékpárokat ( próbatest magasságcsökkenése, zömítõerõ) határoztuk meg:
|
Dhi [mm] |
|
|
|
|
|
|
|
|
|
|
|
Fi* [N] |
|
|
|
|
|
|
|
|
|
|
A próbatest kiinduló
adatai: átméröje: do = 20,35 mm,
magassága:
ho = 9,95
mm
a./ Határozza meg a folyásgörbe fenti mért adatpárokhoz tartozó pontjait
b./ A folyásgörbe pontokra -a legkisebb
négyzetek módszerével- határozza meg a ![]() alakú folyásgörbe
egyenlet "c" és "n" paramétereit.
alakú folyásgörbe
egyenlet "c" és "n" paramétereit.
5.2 példa megoldása
Az összetartozó összehasonlító alakváltozás és alakítási szilárdság értékek az alábbi összefüggésekkel számíthatók:
A fenti összefüggésekkel számított értékek:
|
|
0,06 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
A legkisebb négyzetek módszerének felhasználásával az "n" keményedési kitevõre és a "c" keményedési együtthatóra az alábbi két összefüggés vezethetõ le:
ahol: N - a mért pontok száma, jelen példában: N = 10
A fenti összefüggésekkel számított "n" és "c" értékek:
n =0,218 c = 754,79 [N/mm
A folyásgörbe számított pontsorát és a meghatározott paraméterekkel megrajzolt függvényt szemlélteti a 5.2.4 ábra:
5.2.4 ábra
6 Anyagmodellek. Közepes alakítási szilárdság
Fémes anyag képlékeny alakváltozása során, az alakváltozási állapot és feszültségi állapot közötti nemlineáris kapcsolatot az anyag folyásgörbéje jellemzi.
A nemlineáris viselkedés, a képlékenyalakító technológia modelljének matematikai megfogalmazásánál (pl.: alakítás erõ-, munka- és teljesítményszükséglete) legtöbbször nem teszi lehetõvé a keresett ismeretlen zárt alakban történõ kifejezését. Ekkor az ismeretlen meghatározása numerikus módszer alkalmazásával történhet.
A zárt alakú megoldhatóság érdekében a valós anyagmodellt idealizált anyagmodellel helyettesítik. Ez a megoldás pontatlanságát növeli, de általában még kielégíti a gyakorlat támasztotta pontossági követelményeket.
6.1 ábra
Ideálisan merev, tökéletesen képlékeny anyagmodell
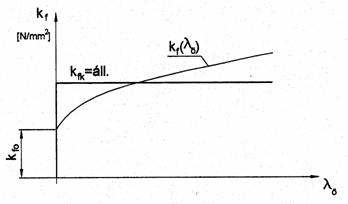
Ideálisan merev, tökéletesen képlékeny anyagmodellt szemléltet a 6.1 ábra. Az ilyen viselkedésû anyag rugalmassági modulusza végtelen (E = ¥), tehát nincs rugalmas alakváltozása a képlékeny alakváltozás megindulása elõtt. Amint az összehasonlító feszültség elérte a folyáshatárt, annak értéke változatlan marad (kf = áll.) a képlékeny alakváltozás teljes tartományában (nincs felkeményedés).
Például a 6.2 ábrán látható kúpos csatornában végzett alakítások modellezése során feltételezik, hogy az alakváltozási zónában (a csonkakúp alakú térfogatrészben) az alakítási szilárdság helytõl függetlenül állandó értékû. A csatorna be- és kilépõ keresztmetszete közötti tartományban (kfk = áll.) közepes alakítási szilárdsággal modellezzük az alakított anyagot, vagyis ideálisan merev, tökéletesen képlékeny anyagmodellt alkalmazunk.
A közepes alakítási szilárdság a képlékeny zóna legkisebb és legnagyobb összehasonlító alakváltozást szenvedett pontjaihoz (a be- és kilépõ keresztmetszet pontjai) tartozó összehasonlító alakváltozás tartomány integrálközép értékeként határozható meg a
összefüggéssel, ahol a kúpos csatorna kilépõ keresztmetszetében az összehasonlító alakváltozás
képlettel számítható.
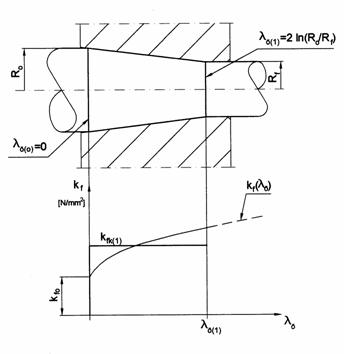
6.2 ábra
A közepes alakítási szilárdság kevésbé pontos értékét megkaphatjuk a képlékeny zóna legkisebb és legnagyobb alakítási szilárdságú pontjainak számtani középértékeként. A kúpos csatorna példát felhasználva, tételezzük fel: a belépõ keresztmetszethez kfo alakítási szilárdsággal érkezik az anyag (nincs elõalakítás), a kilépõ keresztmetszetben (a felkeményedés miatt) az alakítási szilárdság
![]()
képlettel számítható. A számtani középpel számított közepes alakítási szilárdságot a
összefüggés adja.
Meg kell jegyezni, a számtani középpel akkor határozható meg elfogadható pontossággal a közepes alakítási szilárdság, ha a két szomszédos kf érték a folyásgörbe közel lineáris szakaszán van, vagy a kezdeti szakaszon akkor ha közel helyezkednek el egymáshoz képest.
Ideálisan merev, lineárisan keményedõ anyagmodell
Ideálisan merev, lineárisan keményedõ anyagmodell elvi vázlatát szemlélteti a 6.3 ábra.
A nemlineáris viselkedést a valós folyásgörbe pontokra illesztett egyenessel amely átmegy a kfo ponton linearizálja.
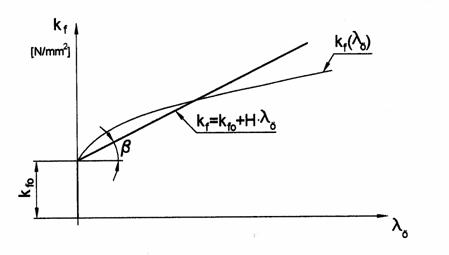
6.3 ábra
Az idealizált anyag folyásgörbe egyenlete:
![]()
ahol
![]()
az illesztett egyenes vizszintessel bezárt b hajlásszögének iránytangense.
6 példa
C10 minõségû, do= 5 mm átmérõjû huzalt, félkúpszögû húzógyûrûben df = 4.2 mm átmérõjûre húzunk, szobahõmérsékleten. A húzógyûrûbe befutó anyag teljesen kilágyított állapotban van, alakítási szilárdsága kfo = 186,4 N/mm2.
A húzott anyag folyásgörbe paraméterei:
keményedési együttható: c = 683,5 N/mm2,
keményedési kitevõ: n = 0,235
A Coulomb-féle súrlódási tényezõ értéke a húzás során: m
Határozza meg:
a./ a húzógyûrû kilépõ keresztmetszetében a huzal alakítási szilárdságát,
b./ a be- és kilépõ keresztmetszet között lévõ anyag közepes alakítási szilárdságát,
c./ a kihúzás fajlagos és teljes erõszükségletét.
6 példa megoldása
Kiinduló adatok:
Huzal átmérõ a húzás elõtt: do= 5 mm , húzás után: df = 4.2 mm
Húzógyûrû félkúpszöge fokban: radiánban: p
Az alakított anyag egyszerû hatványfüggvénnyel jellemzett folyásgörbéjének paraméterei: c = 683,5 N/mm2, n = 0,235
Az alakítatlan anyag alakítási szilárdsága: kfo = 186,4 N/mm2.
Súrlódási tényezõ a húzógyûrû kúpos palástján: m = 0,1
A kilépõ keresztmetszetben a λr radiális, a λt tangenciális írányú valódi nyúlás:
 a
hengerszimmetria miatt:
a
hengerszimmetria miatt: ![]()
![]()
Az axiális irányú
valódi nyúlás a térfogatállandóságból levezetett ![]()
összefüggés
felhasználásával határozható meg: ![]()
![]()
Az összehasonlító alakváltozás a kilépõ keresztmetszetben:
![]()
![]()
Alakítási szilárdság a kilépõ keresztmetszetben:
![]()
![]() N/mm2
N/mm2
Az eddigi eredmények birtokában a húzógyûrû ki- és belépõ keresztmetszete közötti anyag (képlékeny zóna) közepes alakítási szilárdsága számtani középpel egyszerûen meghatározható, bár pontossága kifogásolható, mert ebben a tartományban a folyásgörbe nem tekinhetõ közel lineárisnak.
![]()
![]() N/mm2
N/mm2
Az integrálközéppel
történõ meghatározás elve, hogy ![]() téglalap területe egyezzen
meg a
téglalap területe egyezzen
meg a ![]() tartományban vett
folyásgörbe alatti területtel.
tartományban vett
folyásgörbe alatti területtel.
Tehát: 
A jobboldali
integrált meghatározva: 
majd helyettesítve az elõbbi összefüggésbe, rendezés után írható:
![]()
![]() N/mm2
N/mm2
Mint várható volt jelentõs az eltérés a két módszerrel számított érték között.
A fajlagos húzóerõt a Siebel összefüggéssel határozhatjuk meg. E szerint a húzási folyamat folyamatos fenntartása érdekében a kilépõ keresztmetszetben mûködtetendõ húzófeszültség :
összefüggéssel határozható meg.
Az integrálközéppel
számított közepes alakítási szilárdsággal a húzás fajlagos erõszükséglete: ![]() N/mm2
N/mm2
Ez kielégíti a húzás
feltételét: ![]() , így a húzás biztonságosan elvégezhetõ.
, így a húzás biztonságosan elvégezhetõ.
A teljes húzóerõ a fajlagos húzóerõ és a kilépõ keresztmetszet szorzataként határozható meg.
A húzógyûrûbõl
kilépõ huzal keresztmetszete: ![]()
![]() mm
mm
A húzóerõ: ![]()
![]() N
N
7 Alakítás munkaszükséglete
A technológia által meghatározott úton, megfelelõ nagyságú alakítóerõ mûködtetésével valósítható meg a kezdeti alak megváltoztatása a kívánt geometriára.. A legtöbb képlékenyalakító technológiánál az alakítóerõ értéke nem állandó, az alakítási út függvényében változik.
Tehát az alakítás munkaszükséglete nem más mint az alakítási út során rendszerint változó alakítóerõ munkája.
Ideális körülmények között (súrlódás elhanyagolhatóan kicsiny, azaz m 0) az alakítóerõ által végzett munka döntõ részben a képlékeny alakváltozás munkaszükségletét fedezi és a képlékeny zónában nyelõdik el.
A meghatározásának elvét a hengeres darab axiális irányú nyújtásával szemléltetjük.
Térfogategységben elnyelt elemi alakítási munka
7.1 ábra
Hengeres darab axiális irányú nyújtásának elvi vázlatát a 7.1 ábra szemlélteti.
A do átmérõjû és ho hosszúságú hengeres darabot F erõvel axiális irányban dh értékkel megnyújtva a végzett elemi munka a
![]()
összefüggéssel határozható meg.
A megnyújtás következtében a kezdeti Ao keresztmetszet A-ra csökkent, miközben a hossza ho-ról h-ra nõtt.
Az elõbbi egyenlet mindkét oldalát az alakváltozásban résztvevõ V térfogattal elosztva -amely a
![]()
összefüggéssel számítható- kapjuk a térfogategységben elnyelt elemi munkát:
![]()
A folyási függvénybõl következik a
![]()
formula.
Hengeres darab axiális irányú nyújtásánál írható a
![]()
valamint a
![]()
összefüggés.
A fentiek figyelembevételével a térfogategységben elnyelt elemi munka a következõ összefüggéssel is kifejezhetõ:
![]()
ahol az alakítási szilárdság maga is az összehasonlító alakváltozás függvénye, tehát:
![]()
Térfogategységben elnyelt alakítási munka és a folyásgörbe alatti terület kapcsolata
Az axiális irányú nyújtás során a kezdeti ho hosszt h1-re növelve, az alakváltozás során a térfogategységben elnyelt munka az elemi munkára felírt összefüggés felhasználásával határozható meg a
összefüggéssel, ahol:

A folyásgörbe jellemzésére, a
![]()
alakú, egyszerû hatványfüggvényt használva, kapjuk a
térfogategységben elnyelt alakváltozási munkát.
Teljes térfogatban elnyelt alakítási munka
Homogén alakváltozási állapot esetén (a képlékeny zóna valamennyi pontjában az alakváltozási állapot, ennek következtében az összehasonlító alakváltozás azonos értékû (lásd: hengeres rúd nyújtása). Ekkor a teljes térfogatban elnyelt alakváltozási munka a térfogategységben elnyelt muka és a képlékeny zóna térfogatának szorzataként számítható a
![]()
összefüggéssel.
Ha a képlékeny zóna pontjaiban az alakváltozási állapot a hely függvényében más és más értékû (inhomogén alakváltozási állapot), akkor a teljes térfogatban elnyelt alakítási munka a térfogategységben elnyelt munka képlékeny zóna térfogatára vett integráljával állítható elõ.
Például Descartes-féle derékszögû koordinátarendszerben a
![]()
összefüggést írhatjuk fel, ahol dV az adott koordinátarendszerben felírható térfogatelem.
Henger- illetve gömbkoordináta rendszerben
![]()
![]()
7 példa
A 6 példa adataival adott huzalhúzásnál határozza meg a húzógyûrûben a do és df átmérõk közötti tartományban lévõ anyagrészben elnyelt ideális fajlagos és teljes alakváltozási munkát.
7 példa megoldása
Kiinduló adatok:
Huzal átmérõ a húzás elõtt: do= 5 mm , húzás után: df = 4.2 mm
Húzógyûrû félkúpszöge fokban: radiánban: p
Az alakított anyag egyszerû hatványfüggvénnyel jellemzett folyásgörbéjének paraméterei: c = 683,5 N/mm2, n = 0,235
Az alakítatlan anyag alakítási szilárdsága: kfo = 186,4 N/mm2.
A térfogategységben
elnyelt ideális alakváltozási munka a ![]() tartományban vett
folyásgörbe alatti területtel arányos.
tartományban vett
folyásgörbe alatti területtel arányos.
A 6 példában
integrálközéppel meghatározott közepes alakítási szilárdság felhasználásával: ![]() N/mm2
N/mm2
A következõ összefüggéssel számítható (a téglalap területe a folyásgörbe alatti területtel azonos):
![]()
![]() J/mm
J/mm
A csonkakúp
térfogata: 
ahol: m- a csonkakúp magassága, jelen példában az do és df átmérõjû körökkel jellemezhetõ be- és kilépõ keresztmetszetek közötti távolság, amely a félkúpszög ismeretében:
![]()
![]() mm
mm
összefüggéssel számítható.
A térfogatot
meghatározva: ![]() mm
mm
A térfogatban
elnyelt ideális alakváltozási munka: ![]()
![]() J
J
8 Súrlódás szerepe a képlékenyalakítási folyamatokban
A képlékenyalakító technológiáknál fellépõ súrlódási viszonyok jelentõsen eltérnek a gépek üzemtanában megismert súrlódási körülményektõl. Például a csúszócsapágyak, csúszó vezetékek esetében a kapcsolódó alkatrészek (tengelycsap és csapágypersely) a terhelés hatására rugalmas alakváltozást szenvednek, mert az érintkezõ felületeken fellépõ nyomás ritkán haladja meg a 15 - 20 MPa-t.
Ezzel szemben a képlékenyalakító mûveletekben a szerszám rugalmas, a vele érintkezõ munkadarab képlékeny állapotban van. A felületi nyomás a munkadarab és a szerszám között elérheti az 1000 - 2000 MPa-t is.
Eltérõ nagyságrendû a csúszó felületek között létrejövõ relatív elmozdulás mértéke és sebessége.
Ezért járulékos problémák keletkeznek a normál súrlódás jelenségeihez képest:
az érintkezõ felületek között fellépõ rendkívül nagy felületi nyomások,
a képlékenyen alakváltozó munkadarab felületkialakulása és
a szerszám és a munkadarab között kialakuló hideghegedések miatt.
8.1 Súrlódás mérõszámai
A képlékenyalakító technológiák tervezésekor, az alakított darab és a szerszám között fellépõ súrlódási viszonyok ismerete a technológus számára alapvetõen fontos mert:
befolyásolja a képlékeny zóna feszültségi és alakváltozási állapotát,
növeli az alakítóerõt, az alakítás munka- és teljesítményszükségletét,
döntõ hatással van a szerszámkopás mértékére, ebbõl következõen a gyártmány alak- és méretpontosságára,
befolyásolja a termék felületi minõségét.
A gyakorlatban a súrlódás nagyságának jellemzése többnyire a Coulomb-féle súrlódási tényezõvel, vagy a Kudo-féle súrlódási mérõszámmal történik.
A súrlódást leíró mérõszám nagysága függ:
az alakított darab és az alakító szerszám érintkezõ felületeinek érdességétõl,
az érintkezõ felületek között lévõ kenõanyag tulajdonságaitól,
az alakítási hõmérséklettõl (az érintkezõ felületek hõmérsékletétõl),
az érintkezõ felületek relatív sebességkülönbségétõl,
az érintkezési nyomástól.
Coulomb-féle súrlódási tényezõ
Ha sík felülettel "A" felületen érintkezõ csúszó hasábot Fn erõ szorítja a sík felülethez a 8.1.1 ábra szerint, a súrlódási tényezõ az Fs súrlódó- és az Fn összeszorítóerõ hányadosaként határozható meg a
![]()
összefüggéssel.
Az erõket a súrlódó felületre vonatkoztatva,![]() a m súrlódási tényezõ értéke a felületen
ébredõ ts súrlódó
feszültség és a sn
normálfeszültség hányadosával is kifejezhetõ a
a m súrlódási tényezõ értéke a felületen
ébredõ ts súrlódó
feszültség és a sn
normálfeszültség hányadosával is kifejezhetõ a

képlettel.
Ha a felületen ébredõ normálfeszültség eléri a súrlódó darab anyagának alakítási szilárdságát (sn kf), akkor a két felület között ébredõ súrlódó feszültség eléri a képlékeny állapotba került darab anyagának nyírófolyáshatárát (ts tf). Ismerve az alakítási szilárdság és a nyírófolyáshatár közötti a

képlet szerinti kapcsolatot, a Culomb-féle súrlódási tényezõ maximális értéke a
![]()
értékû.
8.1.1 ábra
A Coulomb-féle súrlódási tényezõ tehát a
![]()
tartományban változhat, ahol:
m = 0 súrlódás mentes állapotot,
m = 0,577 tapadásos súrlódást jellemez.
Kudo-féle súrlódási szám
A Kudó-féle értelmezés szerint a súrlódási feszültség a nyírófolyáshatárral arányos, tehát írható a
összefüggés.
ahol: 0 £ m £
m = 0 súrlódásmentes állapotot, m = 1 tapadásos súrlódást jellemez.
Súrlódás hatása a zömítés fajlagos alakítóerõ-szükségletére
A súrlódás fajlagos alakítóerõre gyakorolt hatását a hengeres darab axiális irányú zömítésére és a kúpos csatornában végzett alakításra levezetett összefüggések jól szemléltetik.
Hengeres darab axiális irányú zömítésének fajlagos erõszükségletét a pillanatnyi zömítési magasság függvényében a
![]()
összefüggéssel számítható (lásd: [2]), ahol:
kf - a pillantnyi zömítési magassághoz tartozó alakítási szilárdság,
m - Coulomb-féle súrlódási tényezõ értéke a nyomólapok és az alakított darab között,
h - a pillanatnyi zömítési magasság,
d - a pillantnyi zömítési magassághoz tartozó átmérõ.
do = 10 mm kiinduló átmérõjû, ho = 20 mm kiinduló magasságú Al99,5 anyagminõségû, hengeres próbatest zömítésének m m m = 0,35 és m = 0,45-ös súrlódási tényezõvel számított erõ - út diagramját szemlélteti a 8.1.2 ábra.
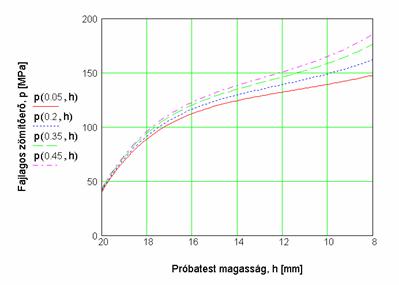
8.1.2 ábra
Súrlódás hatása a huzal- és rúdhúzás fajlagos alakítóerõ szükségletére és a húzógyûrû optimális félkúpszögére
Kúpos csatornában végzett huzal- vagy rúdhúzás fajlagos erõszükséglete
összefüggéssel határozható meg (lásd: [2]), ahol:
![]() - a a húzás során, a kilépõ keresztmetszet
felületegységére mûködtetendõ húzóerõ,
- a a húzás során, a kilépõ keresztmetszet
felületegységére mûködtetendõ húzóerõ,
kfk - a kúpos csatornában lévõ anyag közepes alakítási szilárdsága,
![]() - a kúpos csatorna kilépõ keresztmetszetében
létrejövõ összehasonlító alakváltozás,
- a kúpos csatorna kilépõ keresztmetszetében
létrejövõ összehasonlító alakváltozás,
![]() - a kúpos csatorna félkúpszöge, radiánban.
- a kúpos csatorna félkúpszöge, radiánban.
do = 3,6 mm belépõ- és df = 3,2 mm kilépõ átmérõjû húzógyûrûben CuZn36 anyagminõségû huzal húzásának fajlagos erõszükségletét szemlélteti a húzógyûrû félkúpszögének függvényében, m m m = 0,3 és m = 0,45-0s súrlódási tényezõk esetén a 8.1.3 ábra szemlélteti. Az ábra szerint a kúpfal és az áramló anyag közötti súrlódási tényezõ növekedésekor növekszik az optimális félkúpszöghöz tartozó fajlagos erõszükséglet és maga az optimális félkúpszög is. Optimális félkúpszögnek a fajlagos húzóerõ minimumához tartozó félkúpszöget tekintjük.
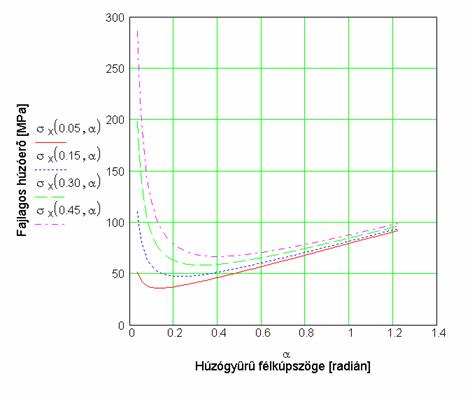
8.1.3 ábra
8.2 Súrlódási tényezõ meghatározása
A súrlódási viszonyok vizsgálatára, illetve a súrlódást jellemzõ mérõszámok meghatározására számos módszer ismert, mint például a:
szalaghúzó próba,
nyújtva hajlító próba,
gyûrûzömítõ vizsgálat.
A mérési módszerek -mérési elvüket tekintve- lényegében két csoportba sorolhatók.
Az egyik csoportba tartozó eljárásoknál a képlékenységtan elméletének felhasználásával az adott alakítási modellre levezetett összefüggés(sek)bõl állítható elõ a súrlódás jellemzésére szolgáló mérõszám. Ezeknél lényegében a kisérleti alakítás végén kapott próbatest geometria hordozza a súrlódási viszonyokra vonatkozó információt. E csoportba tartozó módszerek klasszikus képviselõje a nyújtva-hajlító próbával és a gyûrûzömítõ vizsgálattal végzett súrlódási mérõszám meghatározás.
A másik csoportba tartozó eljárások közös jellemzõje, hogy az alakítási modell szerszámozását úgy alakítják ki, hogy azon az Fn és Fs erõ külön-külön mérhetõ legyen és a kettõ felhasználásával határozzák meg m értékét (lásd szalaghúzó próba).
Meg kell jegyezni, hogy a második csoportba tartozó mérési módszereknél az erõk pontos mérése bizonyos alakítási modelleknél (kúpos csatorna, zömítés) bonyolult feladat, viszont a súrlódási tényezõ értéke a mért erõkkel egyszerû összefüggésekkel határozható meg.
Az elsõ csoportba tartozó módszerek méréstechnikailag viszonylag egyszerûek, de a súrlódási mérõszám az alakított próbatest képlékenységtani elemzésével levezetett bonyolult összefüggésekbõl fejezhetõ ki, vagy ha ez nem lehetséges akkor numerikus módszerek alkalmazásával állítható elõ.
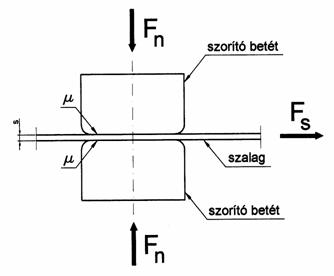
Szalaghúzó próba
A szalaghúzó próba a legegyszerûbb kisérleti módszer a súrlódási tényezõ meghatározására. A mérés elvi elrendezését a 8.2.1 ábra szemlélteti. Két szorító betét között -amelyeket Fn erõ szorít össze- a szalag húzásához szükséges erõ a:
![]()
összefüggéssel, az ebbõl kifejezett m súrlódási tényezõ pedig a:

összefüggéssel számítható.
A kisérlet során biztosítani kell a szalag egyenletes, kis sebességgel végzett húzását, közben mérni kell az Fn és Fs erõket. E kisérlet során a szalag rugalmas alakváltozásállapotban van. A vizsgálat során különbözõ anyagminõségû lemezt és szorító betétet (például rugalmas gumi, vagy poliuretán) is lehet alkalmazni
8.2.1 ábra
Nyújtva-hajlító próba
A nyújtva-hajlító próba elvi vázlata a 8.2.2 ábrán látható.
A két végén elmozdulásmentesen befogott szalag képlékenyen nyúlik, ebbõl következõen elmozdulást végez a hajlító henger felületén. Az 1-es és 2-es helyeken a szalagban (a súrlódás következtében) eltérõ nagyságú tangenciális irányú húzófeszültségek ébrednek. Az s lemezvastagsághoz képest elegendõen széles lemezt használva a kisérlethez a lemez alakváltozásállapota síkalakváltozásnak tekinthetõ, azaz b = bo, ahol bo a szalag alakítás elõtti szélessége (a póbatest ábra síkjára merõleges mérete).
Az 1-es és 2-es helyeken mért lemezvastagság-csökkenésbõl, a lemezanyag folyásgörbéjének ismeretében a s és s feszültségek meghatározhatók. A kötélsúrlódás törvényének felhasználásával, ezek közötti kapcsolatot a:
![]()
összefüggés
jellemzi, ahol: ![]() - az 1-es és 2-es hely
között mérhetõ átfogási szög radiánban mérve.
- az 1-es és 2-es hely
között mérhetõ átfogási szög radiánban mérve.
Az elõbbi összefüggésbõl a Coulomb-féle súrlódási tényezõ értékére a:

összefüggést kapjuk.
8.2.2 ábra
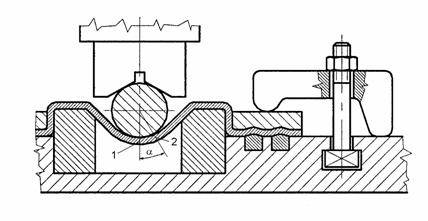
Gyûrûzömítõ vizsgálat elve
A gyakorlatban egyszerû méréstechnikája miatt különös jelentõsége van a gyûrûzömítõ vizsgálattal végzett súrlódási tényezõ meghatározásnak.
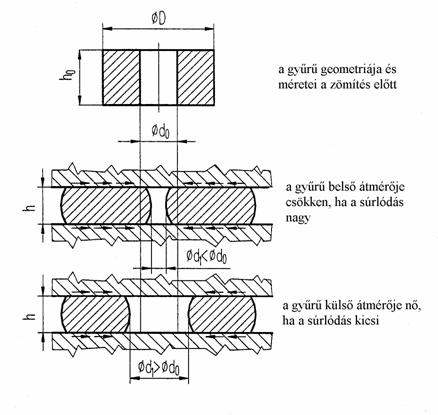
A módszer azon a gyakorlati megfigyelésen alapszik, hogy egy hengeres gyûrût két síklap között axiális irányban ho-ról "h" magasságra zömítve, a külsõ és belsõ átmérõjének megváltozása a szerszámmal érintkezõ felületek között ébredõ súrlódás nagyságától függ, melyet a 8.2.3 elvi ábra szemléltet.
Ha a súrlódási tényezõ kicsi, akkor a gyûrû belsõ átmérõje gyakorlatilag nem változik (esetleg kis mértékben nõ), a külsõ átmérõ jelentõsen növekszik. Kedvezõtlen súrlódási viszonyok mellett a külsõ átmérõ kevésbé nõ, a belsõ átmérõ csökken. Tehát a "h" magasságra zömített gyûrû geometriája hordozza a súrlódási viszonyokra vonatkozó információt.
8.2.3 ábra
Az alakváltozási folyamat analízisével a súrlódási mérõszámok a geometriai méretváltozásból elõállíthatók.
Gyûrûzömítõ vizsgálat méréstechnikája
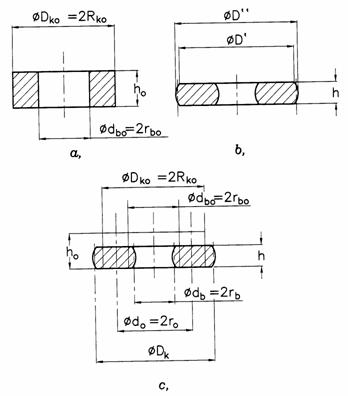
A próbatest kiinduló és zömítés utáni geometriáját a 8.2.4 ábra szemlélteti.
A zömítés során a külsõ és belsõ átmérõk -a nyomólapok közelében lévõ anyagrészek radiális irányú mozgásának súrlódás okozta fékezettsége miatt- hordósodnak.
A h zömítési magassághoz tartozó idealizált (hordósodás nélküli állapothoz tartozó) geometriai méretek, valamint a semleges (helyben maradó) réteg helyzete a térfogatállandóság felhasználásával határozható meg.
A Dk idealizált külsõ átmérõ a viszonylag jól mérhetõ D' és D'' átmérõkbõl a
![]()
összefüggéssel számítható.
A teljes térfogatra felírt térfogatállandóságból az rb idealizált belsõ sugarat kifejezve a
összefüggést kapjuk.
A semleges réteg sugarát az r > ro térfogatrészre felírt térfogatállandóságból kifejezve jutunk a
összefüggéshez.
A gyûrû feszültség- és alakváltozás analízise során, a semleges réteg két oldalára felírható sr(r) és sz(r) feszültségfüggvények felhasználásával meghatározható az "m" Kudo - féle súrlódási szám és a "m" Coulomb - féle súrlódási tényezõ.
8.2.4 ábra
Kudo-féle súrlódási szám meghatározása
Az "m" súrlódási szám abból a feltételbõl határozható meg, hogy a semleges réteg helyén (r = ro helyen) a radiális irányú feszültségek értéke megegyezik, azaz: sr1(ro) = sr2(ro),
A feszûltségfüggvények helyettesítése és rendezés után, az "m" súrlódási számra kapott összefüggésben csak a sajtolt gyûrû geometriai méretei (rk, rb, h) és a semleges réteg (ro) sugara szerepel:
Coulomb-féle súrlódási tényezõ meghatározása
A m Coulomb-féle súrlódási tényezõ abból a feltételbõl határozható meg, hogy a zömített darab félmagasságában (a h/2 helyen), a semleges réteg jobb- és baloldalára levezetett axiális irányú feszültség értéke az r = ro helyen megegyezik, tehát sz1(ro) = sz2(ro), ahol
sz1 a

sz2 a

összefüggésekkel határozható meg.
8.2.5 ábra
A kapott sz1 sz2 egyenletben szereplõ integrálok zárt alakban nem oldhatók meg, így az adott zömítési magassághoz tartozó gyûrûméretekre numerikus integrálással lehet a feladatot megoldani.
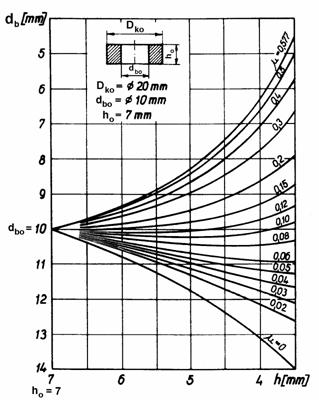
A mért geometriai méretekbõl a m súrlódási tényezõ gyors meghatározását teszi lehetõvé a Burgdorf által a fenti egyenlet alapján szerkesztett nomogram, amely a 8.2.5 ábrán látható és az ott feltüntetett kiinduló méretekkel rendelkezõ gyûrû zömítése során alkalmazható a súrlódási tényezõ meghatározására.
9 Alakíthatóság
Az alakíthatóság a fémek képlékeny alakváltozási képességét számszerûen fejezi ki a repedés, illetve a törés bekövetkeztéig elviselt összehasonlító alakváltozás mérõszámával.
Azt az összehasonlító alakváltozást, ameddig az alakítás káresemény (pl. képlékeny instabilitás, repedés, törés) bekövetkeztéig folytatható a képlékenyen alakított darabon határalakváltozásnak, az esemény bekövetkeztéhez tartozó állapotot pedig határállapotnak nevezik. E határállapot pontos ismerete nélkül korszerû alakítástechnológiai CAD -rendszer nem hozható létre.
Meg kell jegyezni, hogy az alakítási határállapotnak van egy tágabb értelmezése is. A további alakítás számára ugyanis nemcsak az alakváltozóképesség kimerülése jelenthet korlátot, hanem számos egyéb tényezõ is. Például azok a körülmények amikor a káresemény az alakváltozási zónán kívül következik be (pl. fenékleszakadás, ráncosodás mélyhúzásnál, kihajlás zömítésnél, felzömülés redukálásnál, az alakítószerszám korlátozott teherbíró képessége, vagy a kenõképesség kimerülése a kent felület nagymértékû megnövekedése miatt).
A továbbiakban az alakíthatósági határállapot elsõként említett szûkebb értelmezését használjuk.
Alakíthatósági határállapot értelmezése
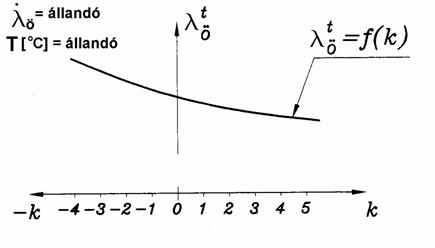
Fémek képlékenyalakításakor a törésig elviselt képlékeny alakváltozást befolyásoló tényezõket a
![]()
elvi összefüggés szemlélteti.
A T[ C] hõmérséklet befolyásoló hatása közismert. Az alakítási hõmérséklet növelése az alakítási szilárdságot csökkenti, az alakíthatóságot növeli. Ezt a körülményt régen kihasználják az alakíthatóság növelésére (lásd: kovácsolás).
Az összehasonlító alakváltozás-sebesség
állapot ![]() hatása kevésbé ismert. Gyakorlati jelentõsége a melegalakítás körülményei között jelentõs. Hatását hidegalakításnál
legtöbbször nem veszik figyelembe.
hatása kevésbé ismert. Gyakorlati jelentõsége a melegalakítás körülményei között jelentõs. Hatását hidegalakításnál
legtöbbször nem veszik figyelembe.
A ![]() feszültségállapot
alapvetõen meghatározó paramétere a törésig elviselt alakváltozásnak. Törés-, illetve repedésmentes alakítás
szempontjából döntõ jelentõségû, hogy az adott eljárás során milyen a
feszültség- és alakváltozásállapot a képlékeny zónában.
feszültségállapot
alapvetõen meghatározó paramétere a törésig elviselt alakváltozásnak. Törés-, illetve repedésmentes alakítás
szempontjából döntõ jelentõségû, hogy az adott eljárás során milyen a
feszültség- és alakváltozásállapot a képlékeny zónában.
Az újabb kutatások során bebizonyosodott, nem csak a törés pillanatában fennálló feszültségállapot döntõ az alakíthatóság szempontjából, hanem a deformáció teljes folyamata alatt bekövetkezõ feszültségállapot, illetve a hatására létrejövõ alakváltozásállapot, vagy más szóval a deformációtörténet is.
A negyedik befolyásoló paraméter az "A"-val jelölt, az anyagszerkezet hatását kifejezõ függvény. Az "A" paraméter magába foglalja mindazokat az anyagjellemzõket (kristályszerkezet, szemcseszerkezet, szövetszerkezet, ötvözõk, hõkezeltségi állapot stb.) amelyek az alakításra kerülõ anyagot jellemzik.
A törésig elviselt alakváltozás elõbb felírt elvi képlete általános esetre nem ismert és eddig elméletileg sem sikerült levezetni.
A legtöbb képlékenyalakító technológiánál nem szükséges az alakíthatósági határ problémáját ilyen általánosan vizsgálni. Megbízható következtetés vonható le az alakíthatósági határra vonatkozóan megfelelõ számú egyszerû kisérlet eredményébõl is.
Az alakíthatósági határállapot a két fõ alakítási módnál -a lemez- és térfogatalakításnál- jól elkülöníthetõ. Az alakíthatósági határ megállapítására szolgáló kisérletek mérési eredményeit diagramban rögzítik, amelyet térfogatalakításnál alakíthatósági diagramnak, a lemezalakításnál alakíthatósági határgörbének neveznek.
Alakíthatósági diagram
Az alakíthatósági diagram a törésig elviselt összehasonlító-alakváltozást
![]()
tartalmazza a feszültségállapot-mutató függvényében:
adott anyagminõségre és anyagszerkezetre,
adott hõmérsékleten és
adott összehasonlító-alakváltozássebesség mellett.
A fentiekbõl következik, hogy a diagram független változója a feszültségállapottal kapcsolatos mennyiség, a többi befolyásoló tényezõt csak mint paramétert veszi figyelembe.
Az alakíthatósági diagram jellegzetes megjelenési formáját szemlélteti a 9.1 ábra.
A k feszültségállapot-mutató, a képlékeny állapotban lévõ térfogat valamely pontjában a sm középfeszültség és az adott pontban érvényes kf alakítási szilárdság ismeretében határozható meg a

képlettel.
A középfeszültség
![]()
összefüggéssel számítható, ahol: I a feszültségtenzor elsõ skalárinvariánsa.
A 9.1 ábrából látható, a feszültségállapot-mutató értékének csökkenésekor (többtengelyû nyomófeszültség állapot) a törésig elviselt összehasonlító-alakváltozás értéke nõ.
Az alakíthatósági
diagram összetartozó kf -![]() értékeit különbözõ feszültségállapot mellett
(szakítás, csavarás, zömítés) törésig végzett alakítással kisérletileg határozzák meg. A mért pontsorra leggyakrabban a:
értékeit különbözõ feszültségállapot mellett
(szakítás, csavarás, zömítés) törésig végzett alakítással kisérletileg határozzák meg. A mért pontsorra leggyakrabban a:
![]()
alakú függvényt illesztik, ahol: a - anyagtól függõ állandó.
9.1 ábra
Alakíthatósági határállapot beépítése a képlékenyalakító technológia tervezõrendszerébe
Az alakíthatósági határállapot képlékenyalakító technológia tervezõrendszerbe való beépítésének két feltétele van.
Az elsõ az alakított anyag törésig elviselt összehasonlító alakváltozásának ismerete a feszültségállapot-mutató függvényében, vagyis az alakíthatósági diagram ismerete az adott alakítási hõmérsékleten és deformációsebesség mellett.
A második a technológiai folyamat feszültségi és alakváltozási állapotának ismerete az alakítási folyamat teljes tartományában.
Ezek ismeretében meghatározható az anyag képlékenységi tartalékának kihasználtsági foka (y). Továbbá lehetõség nyílik az alakíthatóság szempontjából optimális technológiai paraméterek (pl. szerszámgeometria, alakítási hõmérséklet, szerszámsebesség, stb.) megállapítására.
Alakíthatósági határgörbe
A lemezek hidegalakításának területére dolgozta ki Keeler és Goodwin a lemezek határalakváltozásának elméletét. Az elmélet lényege: lemezek sík feszültségi állapotban végzett alakításakor, a feszültségállapot hatására -a károsodás helyén- a lemez síkjában létrejövõ valódi nyúlások folytonos határgörbét alkotnak. Az alakítási határgörbe pontjait tehát a károsodási helyen a lemez síkjában mért összetartozó legkisebb és legnagyobb valódi nyúlások határozzák meg. A határgörbe alatti -összetartozó- legkisebb és legnagyobb valódi nyúlásértékeknél károsodás nem keletkezik a lemezben, a határgörbe feletti értékeknél igen.
A károsodás bekövetkezését kétféle módon szokás jellemezni:
a törés (repedés) megjelenésével,
a képlékeny instabilitás megjelenésével.
A képlékeny instabilitás azt jelenti, hogy a további alakításnál az alakváltozás nem a lemez teljes térfogatában megy végbe, hanem csak egy szûk térfogatrészben, vagyis a helyi kontrakció kialakulásának megjelenésével hozható kapcsolatba. Mivel a képlékeny instabilitás kialakulása mindig megelõzi a törést, ezért a képlékeny instabilitáshoz kötött határalakváltozás szigorúbb korlátot jelent, mint a töréshez kapcsolt határ.
Míg a törés megjelenésével jellemzett határalakváltozást
csak kisérletileg lehet meghatározni, addig a ![]() instabilitási határt jelentõ görbe elméleti úton is számítható.
instabilitási határt jelentõ görbe elméleti úton is számítható.
Az alakítási határgörbe (Keeler - Goodwin diagram) jellegzetes megjelenési formáját szemlélteti a 9.2 ábra, feltüntetve a töréshez és a képlékeny instabilitáshoz tartozó határgörbéket. A térfogatalakításhoz hasonlóan, a diagram közvetve a feszültségállapot függvényében kezeli az alakíthatósági határt. A hõmérséklet, az alakváltozás-sebesség, az anyagminõség, az anyagszerkezet paraméternek tekinthetõ.
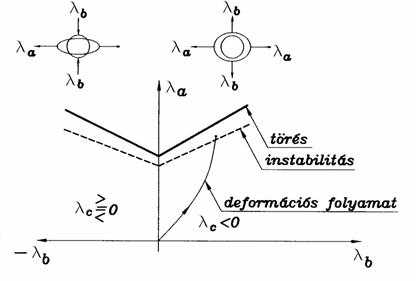
9.2 ábra
Az alakíthatósági határgörbe használatához ismerni kell a tervezett képlékenyalakító technológiával alakított lemez kritikus helyein a lemez síkjában fellépõ legnagyobb és legkisebb valódi nyúlás értékeket. Az összetartozó értékeket az adott lemez alakítási határgörbéjét tartalmazó koordináta-rendszerben kell felmérni. Amennyiben a kapott pont(ok) a határgörbe alatti tartományban helyezkedik el, akkor a tervezett technológiával nagy valószínûséggel selejtmentes gyártás valósítható meg.
10 Hideg-, félmeleg- és melegalakítás fogalma, jellemzõi
A képlékenyalakító technológiák rendszerezésének egyik -gyakran alkalmazott- rendezõ elve az alakítás hõmérséklete.
A hideg- és melegalakítás szerinti felosztás régóta ismert, jóllehet a technológiai, illetve fémtani megfogalmazás szerinti definíciók eltérõen fogalmazzák meg azok jellemzõit.
Technológiai szempontok szerinti megitélés:
a hõközlés nélkül -vagyis szobahõmérsékleten végzett- alakítást tekinti hidegalakításnak és az alakítás elõtt, vagy közben végzett hõközléssel történõ alakítást melegalakításnak.
A fémtani megfogalmazás szerint:
az újrakristályosodási hõmérséklet (Trekr) felett végzett alakítás a melegalakítás, a megújulási hõmérséklet (Tm) alatti hõmérsékleten végzett alakítás a hidegalakítás.
Például a 800 C-on végzett volfram huzal gyártás fémtani megitélés szerint hidegalakítás, mert ez alatta van a volfram megújulási hõmérsékletének. Technológiai megitélés szempontjából viszont melegalakítás, mert a szerszámanyagok, berendezések hõigénybevétele miatt hasonló nehézségek merülnek fel mint például az acél melegalakításánál.
A 10.1 ábrán látható elvi diagram a fémtani felosztást szemlélteti, a hidegen alakított, majd különbözõ hõmérsékletre hevített darab mechanikai tulajdonságainak (szilárdság, keménység, alakíthatóság), szemcseméret és maradófeszültségek ábrázolásával.
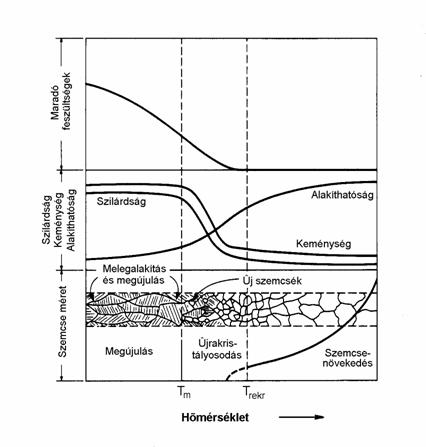
10.1 ábra
A hideg- és melegalakítás közötti hõmérséklettartomány (Tm<T<Trekr) az a zóna, amelyen belül megindulnak a teljes újrakristályosodást megelõzõ folyamatok. Elvileg ez a hõköz tekinthetõ a félmeleg-alakítás hõmérséklettartományának.
A továbbiakban jellemezzük a hideg-, félmeleg- és melegalakítás hõmérsékletartományában végzett alakítás elõnyeit, hátrányait.
A fentiekbõl következik, hogy a hideg-, félmeleg- és melegalakítás nem egy meghatározott hõmérsékletet, hanem fémtõl függõen más és más hõmérséklettartományt jelent.
Hidegalakítás
A fémek képlékeny alakváltozásának folyamata a diszlokációelmélettel írható le.
A polikrisztallin fémek hidegalakítás elõtt homogén, izotróp testként kezelhetõk. Szemcsézetük poligonális, melyet a 10.2 ábra szemléltet. Hidegalakítás után a fém izotrópiája megszûnik. Az alakváltozás során minden kristály mûködõ csúszási síkja és iránya igyekszik elfordulni a legnagyobb fõnyúlás irányába, s az alakváltozás mértékének növekedésével egyre tökéletesebb rendezettség alakul ki. Az alakított fém hidegalakítás után is polikrisztallin szemcsézetû, de a benne fellépõ rendezettség miatt (az alakítás irányába megnyúlt, rendezett szemcsézet) a mechanikai tulajdonságai (pl. Rp0,2, Rm, Z, A) attól függnek, hogy a vizsgálathoz felhasznált próbatest az alakítás irányához képest milyen irányból lett kivéve.
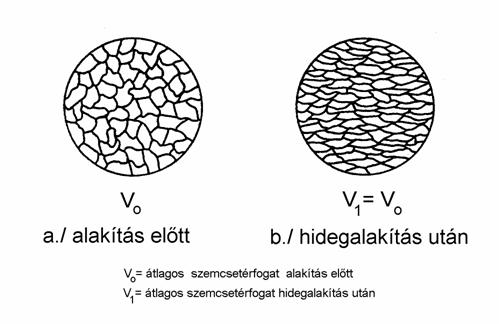
10.2 ábra
Az alakítás irányába kialakult rendezettség az alakítási textúra. Következménye a mechanikai tulajdonságok irányfüggése, vagyis az anizotrópia.
A hidegalakítás során megváltozott tulajdonságok az alakítás után is megmaradnak. E változások megszüntetése, az eredetihez közelálló jellemzõk visszaállítása újrakristályosító izzítással lehetséges. Ennek során -öndiffúzióval, csírából- az alakítás során eltorzult szemcsézet kristályhatárairól kiindulva, új poligonális, arányos méretû szemcsék keletkeznek, amelyekben a diszlokációsûrûség közel az alakítás elõtti értékre csökken.
A rekrisztallizáció utáni szemcsék térfogata:
az alakváltozás mértékétõl,
az újrakristályosító izzítás hõmérsékletétõl és
idejétõl függ.
A hidegalakítást követõ hevítés hatását az alakított fém mechanikai tulajdonságaira a 10.1 ábrán látható elvi digram szemlélteti.
A képlékeny hidegalakítás elõnyei:
A képlékeny hidegalakítással gyártott munkadarabok felületi minõsége jó és bizonyos feltételek megléte esetén lényegesen jobb felületi minõséggel lehet gyártani, mint más technológiákkal.
A képlékeny hidegalakítással gyártott darabok átmérõ méretei IT6-IT9 méretpontossággal gyárthatók.
Meghatározott alakváltozás létrehozásához szükséges energia kisebb, mint ha ezt melegalakítással hozták volna létre.
Az alakítási keményedés kihasználásával növelt szilárdságú alkatrészt lehet gyártani. Ezzel ötvözött acélok felhasználása és a szilárdságnövelés létrehozásához szükséges hõkezelési technológia takarítható meg.
Az elõnyök felsorolásával egyidejûleg meg kell említeni a képlékeny hidegalakítás korlátait is, amelyek a következõk:
Hidegalakítással gazdaságosan elsõsorban a kis C- és Si tartalmú ötvözetlen acélok alakíthatók. A növekvõ ötvözõtartalom jelentõsen növeli az alakítási szilárdságot és így az alakítási ellenállást is. Ez jól megfigyelhetõ az ötvözetlen C15 és a kb. 1% Cr-tartalmú BC3 acél folyási görbéin. A két acél széntartalma kb. ugyanannyi, de a BC3 ötvözõtartalma miatt az alakítási szilárdsága, keményedõ képessége lényegesen nagyobb mint a C15-ös acélé (10.3 ábra)
Hidegalakítással -közbensõ lágyítás nélkül- az elérhetõ alakváltozás kisebb, mint a melegalakítással megvalósítható érték.
Bonyolult alakú, sarkos alkatrészek gyártásánál az alakító üreg kitöltése nehezen biztosítható, mert vagy az anyag alakíthatósága merül ki, vagy a szerszámterhelések növekednek a szerszámacélokra megengedhetõ érték (kb. 2000-2500 N/mm2) fölé.

10.3 ábra
A hidegalakításnál a felsorolt nehézségek leküzdésére elvileg a következõ lehetõségek kínálkoznak:
Új szerszámanyagok kifejlesztésével (amelyek nagyobb szilárdságúak és szívósabbak), a szerszámanyagok terhelhetõsége növelhetõ.
Olyan technológiai folyamatokat kell megvalósítani, amelyekben a hidegalakítást elõalakítással kombinálva, a hidegalakítás során csak kismértékû alakváltozást valósítanak meg és így a hidegalakítás készrealakító technológiaként szerepel.
Megoldásként kínálkozik az is, hogy az alakításhoz szükséges energia egy részét a munkadarab melegítésével közlik a darabbal. Ezen alapulnak a félmelegalakítási technológiák és a gyakorlatban viszonylag egyszerûen megvalósíthatók.
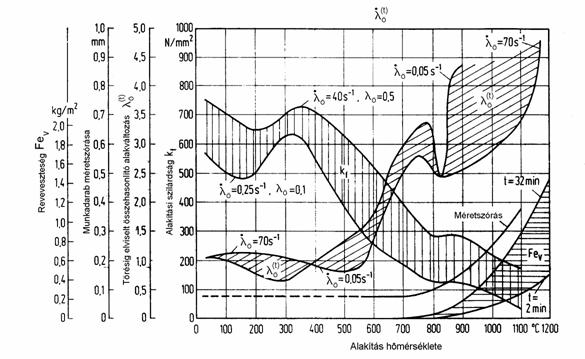
A hõmérséklet növelésének hatását az alakítási szilárdságra (kf), a határalakváltozásra (törésig elviselt összehasonlító alakváltozásra) és a revésedés mértékére (Fev) acél esetén a 10.4 ábrán látható elvi vázlat szemlélteti.
10.4 ábra
Az ábrán megfigyelhetõ, hogy a hõmérsékletet addig érdemes növelni, amíg a nagyobb mértékû revésedés nem indul meg. A feldolgozandó acélanyagtól függõen ez a hõmérséklettartomány kb. 550-700 C között van. Ezzel a módszerrel csökkenthetõ az alakítási ellenállás, a hidegalakításnál megjelenõ értékekhez képest. A csekély mértékû revésedés miatt pedig lényegesen jobb a felületi minõség, mint melegalakításnál.
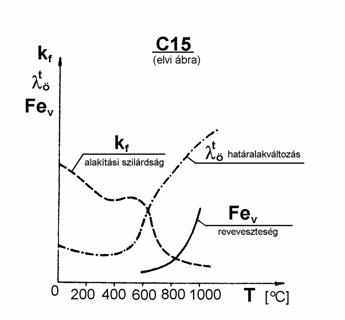
A 10.4 elvi ábrával szemben a 10.5 ábra a
C15-ös anyag mért fenti jellemzõit szemlélteti a hõmérséklet függvényében. Az
alakítási szilárdság (kf) változását ![]() és
és ![]() összehasonlító
alakváltozás-sebességhez tartozóan, a törésig elviselt összehasonlító
alakváltozást (
összehasonlító
alakváltozás-sebességhez tartozóan, a törésig elviselt összehasonlító
alakváltozást (![]() ) pedig
) pedig ![]() és
és ![]() összehasonlító
alakváltozás-sebességhez tartozóan szemlélteti. Ezeken kívül feltünteti a t=2
perces és t=32 perces hõntartás során létrejövõ reveveszteséget (Fev),
valamint a készre alakított munkadarabok méretszórásának elvi változását.
összehasonlító
alakváltozás-sebességhez tartozóan szemlélteti. Ezeken kívül feltünteti a t=2
perces és t=32 perces hõntartás során létrejövõ reveveszteséget (Fev),
valamint a készre alakított munkadarabok méretszórásának elvi változását.
Félmeleg-alakítás
A félmeleg-alakítás hõmérséklettartománya elméletileg a megújulási (Tm) és rekrisztallizációs (Trekr) hõmérsékletek között jelölhetõ ki. A gyakorlatban, acéloknál a felsõ határát az intenzív revésedés kezdõ hõmérséklete korlátozza.
A félmeleg-alakítás elõnyei:
A növekvõ alakváltozóképesség és a csökkenõ alakítási szilárdság miatt javul az üregtöltés.
Nagyobb ötvözõtartalmú acélok is folyathatók, mint pl. saválló, hõálló acélok.
Azonos alakítógép terheléssel nagyobb tömegû acél alakíthatók, mint hidegalakítással.
10.4 ábra
A félmeleg alakításnál a következõ nehézségek fellépésével kell számolni:
Az alakítás során -folyamatos üzem esetén- az alakító szerszám aktív elemei is felmelegednek kb. 200-300 C-ra, ezért drágább, általában Mo-ötvözésû gyorsacélt kell választani szerszámanyagnak.
A technológia tervezéshez szükséges alapadatok ismerete -az alakítási szilárdság hõmérséklettõl és deformációsebességtõl való függése- elengedhetetlenül szükséges, amelyek a vonatkozó irodalomban többnyire hiányosan állnak rendelkezésre.
Kenési problémák lépnek fel, mert az acélok hidegfolyatásánál jól bevált foszfátozás nem ad megoldást, mert az acél felületén kialakított cinkfoszfát réteg 200-300 C-on szétbomlik és kenõanyag-tárolóképessége megszûnik. Az ugyancsak jól bevált molibdéndiszulfid (MoS2) és wolframdiszulfid (WS2) kenõanyagadalékok a félmelegalakítás hõmérsékletén trioxiddá alakulnak. A kenõanyagként használt grafitpor 450-480 C-on CO2-vé alakul. Hasonlóképpen csõdöt mondanak az olajbázisú kenõanyagok, mert a félmeleg-alakítás hõmérsékletén már kokszosodnak.
A munkadarabok felhevítése a félmeleg-alakítás hõmérsékletére rendszerint indukciós hevítéssel történik. A hevítõberendezések gyártósorba való telepítését el kell végezni .
Melegalakítás
Melegalakításkor az alakváltozás okozta keményedés és -az újrakristályosodási hõmérsékletnél (Trekr<T) nagyobb alakítási hõmérséklet miatt- az újrakristályosodás alakítás közben -illetve közvetlenül utána, még meleg állapotban- végbemegy. Következésképpen a fém az alakítás után közel az eredeti (alakítás elõtti) tulajdonságokkal rendelkezik. A keményedés az alakítás következtében itt is fellép, de ezt kisebb-nagyobb késéssel követi az újrakristályosodás, ezért a változások a késztermékben lényegében nem észlelhetõk.
Meg kell jegyezni, a keményedés az alakváltozás közvetlen velejárója, tehát azonnal létrejön (nincs idõszükséglete). Ezzel szemben az újrakristályosodás (lágyulás) idõigényes folyamat, a másodperc tört részétõl több percig, esetleg óráig tartó folyamat lehet. Ezért csak bizonyos feltételek teljesülése esetén jelenthetõ ki, hogy a felkeményedés jelensége melegalakításnál nem észlelhetõ.
A melegalakítás elõnyei:
Az alakítandó darab anyagának az alakítási szilárdsága a melegalakítás hõmérsékletén a legkisebb (lásd: 10.5 ábrát).
Képlékenyen nagy ötvözõ tartalmú acélok is feldolgozhatók.
Teljes-, vagy résztérfogatra kiterjedõ alakítással nagyobb tömegû munkadarabok alakíthatók mint hideg-, vagy félmeleg-alakításnál.
Az üregtöltõ képesség kedvezõbb, ezért tagoltabb, bonyolultabb geometriájú üregek feltöltése is elvégezhetõ, mint hideg-, vagy félmeleg-alakításnál.
A melegalakítás hátrányai:
Az alakítási energia egyrészét hõenergia formájában viszik be a darabba, amely jelentõs gyártóeszköz- (pl. hevítõ berendezés) és költségtöbbletet (energia költség) jelent.
A melegalakítás hõmérsékletén is megfelelõ szilárdságú, nagy ötvözõ tartalmú szerszámacélokkal oldható meg a szerszámozás.
Acélok melegalakítási hõmérsékletre hevítésénél jelentõs revésedéssel kell számolni. Revés elõgyártmány revétlenítését el kell végezni, mert revésen alakítva fokozott szerszámkopást okoz és a kész darabon -a további megmunkálhatóság, valamint esztétikai okok miatt- nem engedhetõk meg revemaradványok. Megoldás lehet a védõgázas környezetben történõ alakítási hõmérsékletre hevítés. Ezek a kiegészítõ technológiai mûveletek további költségnövekedést okoznak.
A megfelelõ súrlódási viszonyok biztosítása a melegalakítás hõmérsékletén fokozott kenéstechnológiai problémákat jelent. A magas hõmérsékleten stabil és megfelelõ kenõképességgel rendelkezõ kenõanyagok korlátozottan állnak rendelkezésre és drágák.
Az alakított darabok méretszórása az alakítási hõmérséklet növelésével növekszik, azaz a gyártási pontosság csökken (lásd: 10.5 ábrát).
4. Definíciók
Alakítási szilárdság:
Anizotróp:
Anyagtörvény:
Diszlokációelmélet:
Folyásgörbe:
Fajlagos alakítóerõ:
Félmeleg-alakítás:
Félmeleg-alakító technológiák:
Feszültségi állapot:
Fõfeszültségek:
Gépipari képlékenyalakító technológiák:
Hidegalakítás:
Hidegalakító technológiák:
Homogén:
Izotróp:
Képlékenység:
Képlékeny zóna:
Képlékenyalakítás:
Képlékenységi feltétel:
Képlékenységtan:
Kohászati képlékenyalakító technológiák:
Lemezalakító technológiák:
Megújulás:
Megújulási hõmérséklet:
Melegalakítás:
Melegalakító technológiák:
Összehasonlító alakváltozás:
Összehasonlító alakváltozás-sebesség:
Összehasonlító feszültség:
Szuperképlékenység:
Térfogatalakító technológiák:
Újrakristályosodási hõmérséklet:
Valódi, vagy logaritmikus nyúlás:
Alakítási szilárdság (kf):
az alakított anyag mindenkori folyáshatára, egytengelyû feszültségállapotban az állapothatározó paraméterek (összehasonlító alakváltozás, összehasonlító alakváltozássebesség, hõmérséklet) adott értékei mellett.
Adott anyagminõség képlékenyen alakváltozó zónájának valamely pontjában az alakítási szilárdság függvénye a pont pillanatnyi:
- összehasonlító
alakváltozásának (![]() ),
),
- összehasonlító
alakváltozássebességének (![]() [1/s]),
[1/s]),
- hõmérsékletének (T [ C]), azaz:
kf = f
(![]() ,
,![]() [1/s], T [ C])
[1/s], T [ C])
Anizotróp:
különbözõ irányokban eltérõ tulajdonságokkal rendelkezõ anyagi rendszer.
Anyagtörvény:
az az összefüggés, amely megfogalmazza az anyag adott pontjában ébredõ
feszültségállapot következményeként létrejövõ alakváltozásállapotot.
Fémek rugalmas alakváltozás tartományában az anyagtörvényt az általános Hooke-törvény írja le.
A rugalmas - képlékeny alakváltozás tartományban -ahol a képlékeny alakváltozások nagyságrendje megegyezik az azt megelõzõ rugalmas alakváltozások nagyságrendjével- az anyagtörvény például a Pradtl - Reuss egyenletekkel fogalmazható meg.
A nagy maradó alakváltozások tartományában (ahol a létrejövõ képlékeny alakváltozások nagyságrenddekkel nagyobbak mint az azokat megelõzõ rugalmas alakváltozások) például a Mises-anyagtörvény alkalmazható.
Diszlokációelmélet:
A fémek képlékeny alakváltozása során a kristálysíkok egymáson több rácsállandónyi távolságra elcsúsznak anélkül, hogy az atomok közötti kötés megszakadna. A rácssíkok egymáshoz képest végzett elmozdulása irreverzibilis folyamat, mert a terhelés megszûnése után nem kerülnek az eredeti (kiinduló) helyzetükbe.
A valóságos kristály rácshibákat, például diszlokációt tartalmaz. A diszlokációkat tartalmazó kristály rácssíkjainak egymáshoz képesti eltolása lényegesen kisebb t csúsztatófeszültséget igényel, mint az ideális, rácshibát nem tartalmazó kristályrács esetén.
A rácssíkok elmozdulásának következményeként a diszlokációk mozgásra kényszerülnek, találkozásukkor reakcióba lépnek egymással. A reakció eredménye lehet, hogy két diszlokáció kioltja egymást, de bekövetkezhet a két diszlokáció blokkolódása, azaz mozgásképtelenné válása. Ezek a folyamatok a hidegen alakított fém felkeményedéséhez vezetnek.
Folyásgörbe:
adott anyagminõségû fém alakítási szilárdságának változása az összehasonlító alakváltozás függvényében, adott állandó alakítási hõmérsékleten és összehasonlító alakváltozás-sebesség mellett.
Fajlagos alakítóerõ:
az alakított darab (technológia által meghatározott) felületén, az alakváltozás megindításához, illetve folyamatos fenntartásához felületegységenként mûködtetendõ erõ.
Félmeleg-alakítás:
a szobahõmérsékletnél magasabb hõmérsékleten végzett alakítás, amelyen az alakítási
szilárdság csökkenése jelentõs mértékû, de a revésedés (felület minõség
romlása) még nem számottevõ. A kenési problémák is kisebb mértékûek mint a
melegalakítás hõmérsékletén végzett alakító eljárásoknál.
Félmeleg-alakító technológiák:
azok a képlékenyalakító eljárások, amelyek az alakítást az újrakristályosodási hõmérséklet közelében végzik. Tulajdonképpen kompromisszumos megoldásnak tekinthetõk, mert a hõmérséklet növelése az alakítás erõszükségletét jelentõsen csökkenti a hidegalakításhoz képest, viszont a melegalakítás hõmérsékleténél lényegesen alacsonyabb alakítási hõmérsékleten a revésedési folyamat elmarad, ezért munkadarab felületi minõsége lényegesen jobb mint a melegalakítással gyártott daraboké. A szerszám és a munkadarab kenési problémái is egyszerûsödnek a melegalakító eljárásokhoz képest.
Feszültségi állapot:
a külsõ erõkkel terhelt darab valamely tetszõleges pontján átmenõ, három
egymásra merõleges sikon ébredõ feszültségek összesége.
Fõfeszültségek:
a külsõ erõkkel terhelt darab valamely tetszõleges pontján kitüntetett
helyzetben átmenõ, három egymásra merõleges sikon ébredõ feszültségek
összesége. A kitüntetett helyzet a síkok azon elhelyezését jelenti, amikor
azokon csak normális irányú feszültségek ébrednek, csúsztató feszültségek nem.
Másképpen fogalmazva: a pont feszültségállapotát jellemzõ feszültségtenzor
sajátértékei az alábbi relációnak megfelelõen sorba rendezve: s ³ s ³ s
Gépipari képlékenyalakító technológiák:
a hagyományos gépipari üzemek gyártási folyamatába telepíthetõk, a kész munkadarab kialakításához egymással kombinálhatók (pl. folyatott alkatrész bizonyos - folyatással nem gyártható - felületeinek kialakítása forgácsolással). E technológiák a zömítés, redukálás, folyatás süllyesztékes kovácsolás és a lemeztechnológiák nagy része (kivágás, lyukasztás, finomkivágás, mélyhúzás, hajlítás, stb.).
Hidegalakítás:
Fémtani szempontok szerinti megfogalmazás:
az alakított fém újrakristályosodási hõmérséklete alatti hõmérséklettartományban végzett alakítás.
Technológiai szempontok szerinti megfogalmazás:
az elõgyártmány hõközlés nélkül (szobahõmérsékleten) végzett képlékenyalakítása.
Hidegalakító technológiák:
közé azokat a képlékenyalakító eljárásokat sorolják, amelyek olyan hõmérsékleten végzik az alakítást, amelyen az újrakristályosodási folyamatok az alakváltozással azonos idõben nem mennek végbe. Az anyag keménysége az alakváltozással egyidejûleg növekszik, ezért az alakítás csak egyre nagyobb erõvel folytatható. Az alakításnak határt szab az, hogy a fém alakváltozási képessége kimerül és a további alakváltozás helyett repedés vagy törés következik be. A hidegalakítás során létrehozható alakváltozás mértékének határa van, ami vagy a rendelkezésre álló erõtõl (alakítógép névleges nyomóereje), vagy a repedések bekövetkezésének veszélyétõl függ. A munkadarabon a további hidegalakítás akkor végezhetõ, ha a repedések megjelenése elõtt az alakítást befejezzük, majd valamilyen regenerálási eljárással (lágyítás, újrakristályosítás) visszaállítjuk a fém lágyabb állapotát.
A hidegalakítást általában szobahõmérsékleten végzik. Elõnye, hogy a munkadarab felülete kiváló minõségû. Hátránya a nagy erõigénye, amely az alakított darab tömegének növekedésével rohamosan nõ.
Homogén:
minden pontjában azonos tulajdonságokkal rendelkezõ anyagi rendszer.
Izotróp:
minden irányban egyenértékû, azonos tulajdonságokkal rendelkezõ anyagi rendszer.
Képlékenység:
Képlékenységen a fémek és ötvözetek azon tulajdonságát értjük, hogy mechanikai igénybevétel hatására az alakjukat képesek megváltoztatni, az anyag kontinuitásának -folytonosságának- megmaradása mellett.
A jelentõs maradó alakváltozásra képes fémeket képlékenynek tekintjük. Ezek ellentéte a rideg viselkedés. A rideg anyag, melynek alakváltozási képessége kicsi, gyakorlatilag nem, vagy csak igen kis mértékû alakváltozásra képes. Azokat az anyagokat tekintjük jól alakíthatónak, amelyek nagy maradó alakváltozást képesek elviselni a törés bekövetkezése elõtt.
A képlékenység (alakíthatóság) nem abszolút tulajdonsága az anyagnak, hanem az állapottényezõknek is függvénye. Az állapottényezõk: feszültségállapot, hõmérséklet, alakváltozássebesség állapot.
Képlékeny zóna:
amelyben a geometriai méretváltozás, azaz a képlékeny alakváltozás, ennek következményeképp az anyagi tulajdonságok megváltozása végbemegy. Az alakító technológiától függõen kiterjedhet az alakított darab teljes térfogatára, vagy annak csak egy részére, valamint térfogata, elhelyezkedése az alakított darabban az alakítási folyamat során lehet állandó vagy változó.
Képlékenyalakítás:
olyan ipari gyártási módszer, amely kihasználva a fémek képlékeny alakváltozó képességét, megfelelõ nagyságú külsõ, vagy belsõ erõ(k) mûködtetésével az elõgyártmány kezdeti alakját a kívánt geometriai formára változtatja úgy, hogy eközben az atomok közötti kötés nem szakad meg (repedés, törés) és térfogata állandó marad. Szinonímái: forgácsnélküli alakítás, forgácsmentes alakítás.
Képlékenységi feltétel:
az az összefüggés,
amely megadja a feszültségek
Ezt az úgynevezett folyási függvény (f) fogalmazza meg. Képlékeny állapotban f = 0, rugalmas állapotban f < 0. Ideálisan merev, tökéletesen képlékeny anyagmodell esetén f > 0 fizikailag nem lehetséges.
Izotróp anyag esetén a képlékenységi feltétel: f(ij, k) = 0, alakban írható fel,
ahol: ij -a képlékeny zóna vizsgált pontjában a feszültségállapotot jellemzõ feszültségtenzor,
k - az adott pontban a képlékeny állapot létrejöttéhez tartozó anyagjellemzõ.
Anizotróp anyagok esetén a képlékenységi feltétel a Hill-féle anizotrópia paraméterek segítségével fogalmazható meg.
Képlékenységtan:
a rugalmasságtan mellett a szilárdságtan másik nagy részterülete, amely a
szilárd testek viselkedésének törvényszerûségeit írja le nagymértékû maradó
alakváltozások során.
Kohászati képlékenyalakító technológiákat:
a nagy anyag és energia igényük, valamint a gyártási hulladék újrahasznosítása, a szállítási, anyagmozgatási útvonalak minimálisra csökkentése miatt célszerû kohómûvek közelébe telepíteni. Ezek közül a leggyakoribbak: a hengerlés, a rúd- és profilhúzás, a varratnélküli csõgyártás, a rúd- és profilsajtolás.
Lemezalakító technológiák:
közé azokat a képlékenyalakító eljárásokat sorolják, amelyek kiinduló terméke hengerelt lemez vagy szalag, vagyis olyan elõgyártmány melynek egyik mérete (a vastagsága) nagyságrendileg kisebb mint a másik két irányú mérete. Az elõállított termék síkszerû vagy vékony "héjjal" körülzárt üreges test. A lemezalakító technológiák többségénél a sikszerû elõgyártmány lemezvastagsága gyakorlatilag nem változik.
Megújulás:
Megújulásnak nevezzük azt a jelenséget, amikor a fém hidegalakítása során megváltozott tulajdonságok az alakítás elõtti tulajdonságok irányában változnak, a kristályszerkezet megváltozása nélkül.
Megújulási hõmérséklet:
Azt a T
hõmérsékletet, amelyen a hidegalakítás során felkeményedett fém szilárdsága
csökkenni kezd, -vagyis a fém kilágyulása megkezdõdik- megújulási
hõmérsékletnek (Tm)
Melegalakítás:
Fémtani szempontok szerinti megfogalmazás:
az alakított fém újrakristályosodási hõmérséklete feletti hõmérséklettartományban végzett alakítás.
Technológiai szempontok szerinti megfogalmazás:
az elõgyártmány hõközlés után, vagy közben (szobahõmérsékletnél magasabb hõmérsékleten) végzett képlékenyalakítása.
Melegalakító technológiák:
közé azokat a képlékenyalakító eljárásokat sorolják, amelyek olyan hõmérsékleten végzik az alakítást, amelyen az újrakristályosodási folyamatok az alakváltozással gyakorlatilag egyidejûleg mennek végbe. Az alakváltozást ez esetben elméletileg csak a kifejtendõ erõ korlátozza. Hátránya viszont, hogy a melegalakítás hõmérsékletén az acél munkadarab revésedik, ami a felületminõséget rontja.
Összehasonlító alakváltozás:
a képlékeny
alakváltozásállapotban érvényes anyagtörvénybõl (Mises egyenletek) levezethetõ,
az alakváltozás állapotot jellemzõ tenzor (![]() ) elemeinek felhasználásával, az alábbi összefüggéssel
számítható:
) elemeinek felhasználásával, az alábbi összefüggéssel
számítható:
![]()
az alakváltozás mértékét jellemzõ skalár mennyiség.
Összehasonlító alakváltozás-sebesség:
az összehasonlító
alakváltozás analógiájára, az alakváltozás-sebesség állapotot jellemzõ tenzor (![]() ) elemeinek felhasználásával, az alábbi összefüggéssel
számítható:
) elemeinek felhasználásával, az alábbi összefüggéssel
számítható:
![]()
az alakváltozás-sebesség mértékét jellemzõ skalár mennyiség.
Összehasonlító feszültség:
az a -többtengelyû feszültségállapotot jellemzõ feszültségtenzor elemeibõl számítható- feszültség, amely a képlékeny állapot létrejötte, illetve folyamatos fenntartása szempontjából azonos értékû az egytengelyû húzás körülményei között képlékeny állapotot létrehozó, illetve folyamatosan fenntartó feszültséggel.
![]()
összefüggéssel végezhetõ, ahol Sij a vizsgált pontban érvényes feszültségtenzor deviátortenzora.
Szuperképlékenység:
bizonyos ötvözetek azon tulajdonsága, hogy melegen nem úgy viselkednek mint általában a polikristályos fémek, hanem inkább nagyviszkozitású folyadékként. Extrém nagy egyenletes nyúlás -a kezdeti jeltávolság többszörösére, esetleg tízszeresére történõ megnyújtásának- elviselésére képesek, kontrakció vagy törés létrejötte nélkül.
A szuperképlékenység létrejöttének feltételei:
az anyag rendkívül finom szemcseszerkezete (1,4...7m), amely alakítás közben is változatlan marad,
az alakítás hõmérséklete ![]() tartományban legyen,
tartományban legyen,
kis összehasonlító
alakváltozás-sebességgel (![]() ) történjen az alakítás.
) történjen az alakítás.
Néhány szuperképlékeny tulajdonságokkal rendelkezõ ötvözetet, a hozzájuk
tartozó alakítási hõmérséklettel és összehasonlító alakváltozás-sebességgel
mutat be az alábbi táblázat.
Ötvözet |
Tal C] |
[1/s] |
|
62% Sn + 38% Pb |
|
|
|
78% Zn + 22% Al |
|
|
|
67% Mg + 33% Al |
|
|
|
67% Al + 33% Cu |
|
|
|
90% Ti + 6% Al + 4% V |
|
|
|
92,5% Ti + 5% Al + 2,5% Sn |
|
|
Térfogatalakító technológiák:
közé sorolják azokat a képlékenyalakító eljárásokat, amelyek kiinduló terméke öntött tuskó, vagy öntött elõtermék, illetve különbözõ méretû és többnyire egyszerû keresztmetszetû (négyzet, kör, téglalap, hatszög) rúd, vagy buga. Az alakváltozási zónában az alakváltozási állapot általában térbeli, amely többtengelyû feszültségállapot hatására megy végbe. Az alakítás erõszükséglete viszonylag nagy. A gyártott termék általában tömör és térbeli kiterjedése háromdimenziós.
Újrakristályosodási hõmérséklet:
alatt azt a hõmérsékletet értjük, amelyen egy adott mértékû alakváltozással alakított fém egy óra alatt tökéletesen újrakristályosodik.
Nagymértékû alakváltozással alakított színfémek újrakristályosodási hõmérséklete a homológ hõmérsékletskálán a
![]()
képlettel fejezhetõ ki.
Homológ hõmérséklet, a Kelvin fokban kifejezett, valamely jellemzõ hõmérsékletnek a fém olvadáspontjára vonatkoztatott relatív értéke a

összefüggésnek megfelelõen.
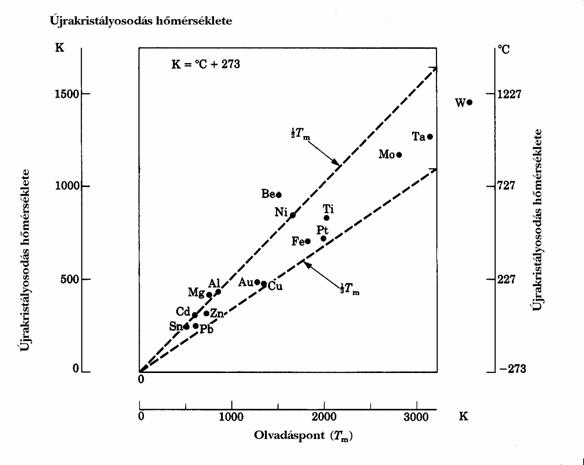
Újrakristályosodás homológ hõmérséklete tehát a
képlettel írható fel, amelyet a fenti ábra alapján értelmezhetünk. A diagram vízszintes tengelyén a fém olvadáspontja, baloldali függõleges tengelyén az újrakristályosodási hõmérsklete szerepel Kelvin fokban. Az ábrában szereplõ fémek a 0,5 és 0,33 iránytangensû (Trekr=0,33.0,5 Tolv) egyenesek között helyezkednek el, tehát a 0,4-es iránytangens közelítõleg az elõbbi értékek átlagaként fogadható el.
Néhány fém olvadáspontja és a fenti képlettel számított rekrisztallizációs hõmérséklete az alábbi táblázatban látható.
|
Fém |
Tolv [ C] |
Tolv [ K] |
Trekr [ K] |
Trekr [ C] |
|
Ólom (Pb) |
|
|
|
|
|
Volfram (W) |
|
|
|
|
|
Vas (Fe) |
|
|
|
|
Valódi, vagy logaritmikus nyúlás:
a méretváltozást (dl) a pillanatnyi jeltávra (l) vonatkoztatva kapjuk az elemi
valódi, vagy logaritmikus nyúlást:
![]()
Az lo - ról l1 - re változott jeltáv esetén a valódi, vagy logaritmikus nyúlás mérõszáma:
Felhasznált irodalom:
[1] dr.Horváth L.: Képlékenyalakító technológiák elméleti alapjai
BMF jegyzet
[2] dr.Horváth L.: Képlékenyalakítási alapfeladatok elemzése a képlékenységtan
módszereivel BMF jegyzet
[3] K. Lange: Handbook of Metal Forming
McGraw-Hill, Dearborn, Michigan, U.S.A. 1985
[4] Kalpakjian: Manufacturing Processes for Engineering Materials
[5] Dr.Szabadíts Ö.- Dr,Ziaja Gy.: A félmeleg alakítás, mint a képlékeny hidegalakítás alkalmazási területének kiterjesztése
Hidegfolyatási Tanácskozás elõadásai 1977 Szeptember 20.
Találat: 11757