 | |||||||||
|  | ||||||||
| |||||||||
| | ||||||||
|
|
||
|
|||||||||||||||||
A CNC gépek fõ részei
Gépágy. Az ágy, vagy az állványszerkezet a szerszámgép alapja. Ez hordozza a
gép összes aktív vagy passzív elemét, az orsókat, szánokat, asztalokat, sokszor
a vezérlést is erre erõsítik fel. Az állványszerkezet hegesztett
acélból, öntöttvasból vagy úgynevezett kompozit betonból készül. Legfontosabb
szempontok a merevség, rezgéscsillapító-képesség, hõstabilitás.
Esztergák esetében a fe 949j91j rde vagy függõleges ágyrendszer a
forgácseltávolítás szempontjából a legkedvezõbb. Ferde ágy esetén
viszont a fõorsó középvonalának távolsága a kezelõoldaltól messze
van, ami a gépkiszolgálást nehezíti. A szánrendszer fõként a
felsõ vezetékre támaszkodva saját súlyával is biztosan fekszik az ágyon.
A fõforgásirányt figyelembe véve a fõforgácsolóerõ hatása
is kedvezõ.
Függõleges ágy esetében a súlyerõ kérdése megoldható, és
bizonyítottan nincs jelentõsége a szán súlyponti helyzetének (lebegés) a
merevségre, ha a felfüggesztést megfelelõen oldják meg. Ezzel szemben
döntõ jelentõségû a munkatér kedvezõ
kezelhetõsége. Az alapszán szélessége is növelhetõ, a gyártási
kérdések is kedvezõbbek. Az ágy és a lábazat zárt négyszögrendszert
alkot.
Vezetékek. Napjainkban gördülõ vezetékeket alkalmaznak
a forgácsoló szerszámgépek döntõ többségénél. Ezek lehetnek golyós
illetve görgõs kivitelûek a terhelés függvényében.
Görgõs vezeték, Golyós vezeték, Golyós vezeték;
Lágy, nagy sebességû megvezetés, optimális futási tulajdonság, hosszú
élettartam és karbantartás-mentesség a jellemzõjük. Az elemek egymáshoz
érnek és folyamatos sort alkotva visszavezetik õket a már elhagyott
pozícióba.
A golyók, ill. görgõk kenõanyagkamrákban vannak, amelyek
lehetõvé teszik az egyenletes futást csekély hõfejlõdés
mellett, jelentõsen csökkentve a mozgatási ellenállást. A ábrán látható,
hogy a golyók nem érintkeznek egymással, nagy sebesség mellett is enyhe a
melegedés, a pontos pozícionálás következtében a mozgatási ellenállás változása
az elõzõ típusokéhoz képest a tizedére csökkent. Kísérletek során
az elsõ kenõanyag-mennyiséggel 28 ezer kilométer futott
problémamentesen [ Mûszaki Magazin] . A vezetékekrõl még
késõbb lesz szó A számvezérlésû gépek elvi felépítése címû
fejezetben.
Mozgató orsók. A lineáris szánok mozgását leggyakrabban
golyósorsó - anya párral oldják meg. Az orsó és az anya közötti kapcsolatot a
golyók biztosítják. A súrlódás hatásfoka jó (@ 0.95 ), a hézagmentesség, a nagy
merevség pontos mozgást tesz lehetõvé. Holtjáték kiküszöbölésére
elõfeszítést alkalmaznak, két anyát kell egymással szemben felhelyezni.
Golyósorsó
visszavezetõ taggal:
A golyók
visszavezetését VV taggal v. áthidaló elemmel oldják meg. Ilyen áthidaló elemes
megoldást látni az ábrán.
 Golyós
orsó áthidaló taggal:
Golyós
orsó áthidaló taggal:
Motorok. Szabályozott egyenáramú (DC) vagy váltóáramú (AC)
hajtómotorral közvetlenül hajtva, az orsó elfordulását mérve (közvetett útmérés)
pontos szánmozgást lehet elérni. Fõhajtómûveknél az asszinkron
váltóáramú (AC) motorokat alkalmazzák. Az elõtoló hajtások motorjainak
(pozícionáló motorok) legfontosabb tulajdonsága a nagy, ugyanakkor egyenletes
gyorsító - lassító képesség.
Útmérõk. Mérési eljárás szerint lehetnek abszolút vagy növekményes
mérõrendszerek.
A mérési eljárás szerint: abszolút, növekményes
A mért értékek érzékelése szerint: analóg, digitális
A mérés helye alapján: közvetlen, közvetett
Abszolút
mérés az a mérési eljárás, amikor a szánelmozdulásra vonatkoztatott
minden méret egy kiindulási ponthoz, a mérõrendszer nullpontjához mérve
abszolút értelemben jelenik meg.
Növekményes
mérés az, amikor a szánelmozdulás mértékét egy-egy útméretegység
folyamatos megszámlálásával érzékeljük, ill. e diszkrét egységek egész számú
többszörösével adjuk meg minden útszakaszra külön-külön, nem a nullponthoz,
hanem a korábbi szánhelyzethez képest az útegységek összeszámlálásával.
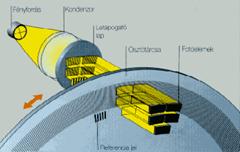
A legtöbb szerszámgépnél az útmérés fotoelektromosan történik. A
mértékmegtestesítõ egy igen finom vonalkás rács, amelyet különféle
hordozókra (pl. üvegléc, vagy üvegtárcsa, stb.) visznek fel. A
mértékmegtestesítõn lévõ osztásrácsra esõ fény az
osztásrácson elhajlik, nagy osztásperiódus esetén (ami lényegesen nagyobb mint
a fény hullámhossza) az elemek úgy esnek egybe, hogy a párhuzamosan
megvilágított fényáteresztõ rács mögött az osztás struktúrájának
megfelelõ "osztáskép" alakul ki. Ha a rács osztásperiódusa
azonos nagyságrendû a fény hullámhosszával, akkor az elhajlott
sugárelemek komplex átfedése - egy interferencia-minta - alakul ki.
A durvább osztások letapogatása lényegében az árnyékvetés elve szerint történik. A mértékmegtestesítõ és egy letapogató rács egymáshoz képesti elmozdulása világos - sötét modulációt okoz, amit a fotóelemek érzékelnek.
Árnyékvetés a baloldali és Interferencia a jobboldali ábra:
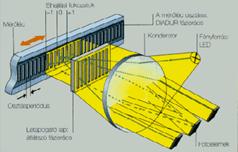
Egy periodikus osztássáv fotóelektromos letapogatása inkrementális, azaz
számláló mérést eredményez. Mivel általában szükséges egy abszolút viszonyítási
pont, ezért legalább egy referencia jel van, melynek letapogatása szintén
fotoelektromosan történik. Így lehetséges az abszolút referencia pozíciót
pontosan egy mérési lépéshez hozzárendelni. Az abszolút viszonyításhoz tehát
szükség van a referencia jelén való áthaladásra. Kedvezõtlen esetben
ehhez akár a teljes mérési hossz nagy részén át kell haladni.
Szerszámtartók. Külön érdemes itt megemlíteni a CNC forgácsológépek szerszámtartóit,
melyek önálló szerkezeti egységként az egyik legfontosabb szerepet töltik be a
gép felhasználhatósága során.

A szerszámgépnek mindenképpen rendel-keznie kell egy bemért
szerszámtárral.
A szerszámtárnak tartalmaznia kell az adott alkatrész megmunkálásához szükséges
összes szerszámot. Ezzel költ-ségnövelõ átszerszámozási idõket
taka-ríthatunk meg. Minél összetettebbek a megmunkálási lépések, annál több
szer-számot kell a szerszámtárba helyezni. A szerszámváltás automatikusan
történik, pontos és gyors. A gép árát jelentõsen növeli (kb. 15-20%).
Találat: 8289