 | |||||||||
|  | ||||||||
| |||||||||
| | ||||||||
| kategória | ||||||||||
|
|
||||||||||
|
|
||
PÉLDÁK PLC ALAPÚ IPARI AUTOMATIZÁLÁSRA
A jellegzetes ipari vezérlések ismertetésénél a példák jelentõs része a gépipari alkalmazások
körébõl került kiválasztásra, ahol a pneumatikus beavatkozás jellemzõ.
Kiválasztáskor a következõ szempontokat vettük figyelembe:
− a példák bemutatása a rutinvezérlésekkel kezdõdik, amelyek ismeretében a bonyo-
lultabb vezérlések részben felépíthetõk;
− a rutinvezérléseknél a hagyományos pneumatikus analógiát is bemutatjuk a szemlé-
letbõvítés és a huzalozott pneumatikus vezérlésrõl a PLC-s vezérlésre történõ áttervezés meg-
könnyítéséhez,
− a programok megvalósításához a 3. fejezetben megismert, de kevés utasítással ren-
delkezõ PLC-t választottunk a könnyebb megértéshez.
6.1. Gépipari automatizálási mintapéldák
A gépiparban elõforduló különféle automatizálási feladatok a következõ csoportokra osztha-
tók:
− tisztán kétállapotú vezérlések villamos, ill. pneumatikus kimenetekkel (pl. logiszti-
kai, mechatronikai stb. alkalmazások);
vezérlés és pozícionálás jellegû helyzet- és sebességszabályozással kombinált
feladatok igényes ember-gép kapcsolattal (pl. CNC, CAM, robottechnika);
rugalmas gyártórendszerekben (FMS) többszintû informatikai hálózattal kombinált
vezérlési és szabályozási feladatok;
− a vállalati információs rendszerrel kombinált, számítógéppel integrált gyártórendsze-
rek (CIM) irányítása.
A elsõ feladatot részletesen, a többit rendszertechnikai szinten tárgyaljuk.
6.1.1. Pneumatikus vezérlések
A pneumatikus, hidraulikus rendszereknek a gépiparban kiemelt jelentõségük van. A pneuma-
tikus rendszerekben az információt hordozó közeg a sûrített levegõ, amelynek nyomása vagy
áramlása az információ. Pneumatikus elemeket fõként a gépiparban alkalmaznak, ahol a ki-
menõjelet egyenes vonalú mozgással kifejtett erõátvitelre használják. Másik alkalmazási terü-
let a vegyi és rokon iparágak, a tûz- és robbanásveszélyes terek automatizálásával. Napjaink-
ban a gyújtószikramentes villamos eszközök elterjedésével az utóbbi területen a jelentõségük
csökken, ezért csak a gépiparban elterjedt útszelepekkel foglalkozunk.
A nagynyomású pneumatikus rendszerek két jellegzetes elemtípusból épülnek fel: út-
szelepekbõl és munkahengerekbõl. Egyenes vonalú mozgások létrehozására a legegyszerûbb
végrehajtó szerv a munkahenger. A munkahengerek lehetnek egy-, ill. kétoldali mûködtetésû-
ek. Az egyoldali mûködtetésû munkahenger visszatérítését rendszerint rugóerõ végzi (6.1.
ábra).


6.1. ábra. Munkahengerek mûködtetése
A munkahengereket útszelepekkel mûködtetik. Az útszelepek a sûrített levegõ áramlá-
sának irányát határozzák meg. A fõ áramlási irányok: a táplevegõ-hálózatból a felhasználási
hely felé, valamint a felhasználási helytõl az atmoszférába. Az útszelepeket a kapcsolási hely-
zetek száma, a csatlakozóik száma és mûködtetési módjuk alapján különböztetik meg.
Leggyakoribbak a kétállású útszelepek. Az útszelepek jelölésére a CETOP (Európai
Olajhidraulika és Pneumatika Bizottság) jelölése terjedt el, de még mindig van, pl. MECMAN
jelölés is. A CETOP szimbólum a szelepek mûködését és funkcióját szemlélteti. A szelep
minden mûködési állapotát egy-egy négyzetnek (téglalapnak) rajzoljuk és bejelöljük az áram-
lás irányát. E szerint egy kétállású szelep kettõ, a háromállású szelep szimbóluma három
négyzetbõl áll. Ha mûködtetõszervet mûködtetünk, mindig azt a kapcsolási helyzetet kapjuk,
amelyet a vezérlõszerv ábrája melletti négyzetben tüntettünk fel. A csatlakozónyílások elhe-
lyezésének nem kell megegyeznie azok valóságos helyzetével.
Csatlakozások számozása
1 − beömlés (csatlakozás a sûrítettlevegõ-hálózatba);
2 − kiömlés, kivezetés a fogyasztóhoz (pl. munkahengerhez);
3 − a 2-es kivezetéshez tartozó kipufogás;
4 − kiömlés, kivezetés a fogyasztóhoz (pl. munkahengerhez);
5 − a 4-es kivezetéshez tartozó kipufogás;
− vezérlõlevegõ-csatlakozás, amely zárja a normál helyzetben nyitott szelepet
kétutas szelepeknél;
12 − vezérlõlevegõ-csatlakozás, amely az 1-2 utat nyitja;
14 − vezérlõlevegõ-csatlakozás, amely az 1-4 utat nyitja.
A háromutas szelepek mûködését és CETOP jelölését szemléltetjük a 6.2. ábrán.

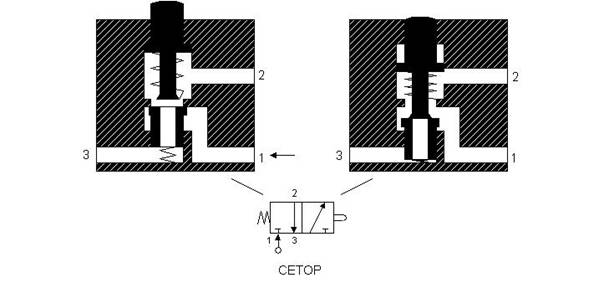

6.2. ábra. A háromutas szelepek mûködése és CETOP jelölése
A szelepek egy csoportja kitüntetett alaphelyzetû (ezt a rugó jelképe mutatja). A
mûködtetõjel megszûnte után a szelepek automatikusan az alaphelyzetbe állnak. Aszerint,
hogy a táplevegõt a szelep ebben a helyzetben tovább engedi vagy elzárja, megkülönbözte-
tünk alaphelyzetben nyitott, ill. alaphelyzetben zárt kapcsolási módokat. Az impulzusvezérlé-
sû szelepeknek nincs alaphelyzete, a szelep helyzetét a legutóbbi mûködtetés határozza meg.
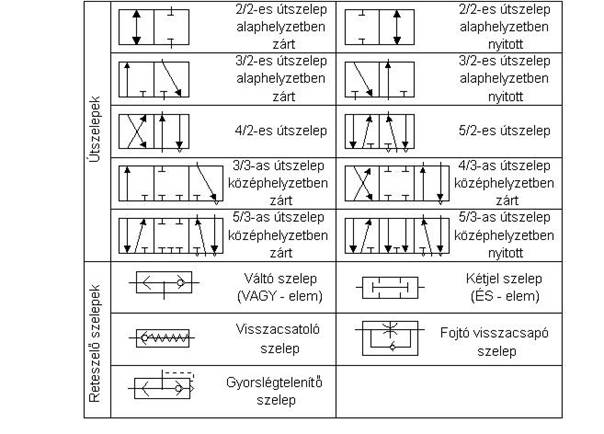
A 6.3. ábrán a leggyakoribb szelepek CETOP jelképe látható, ahol a reteszelõszelepeket is
feltüntettük. Ebbe a csoportba a visszacsapó, váltó-, kétjel-mûködtetésû és a gyorslégtelenítõ
szelepek tartoznak.
A 6.3. ábra. A leggyakoribb szelepek CETOP jelképe


A visszacsapó szelepek az egyik irányban szabad áramlást biztosítanak, míg a másik irányú
áramlást megakadályozzák. A váltószelepek (kettõs visszacsapó szelepek) a logikai VAGY, a
kétjel-mûködtetésû szelepek az ÉS kapcsolatot valósítják meg. A gyors légtelenítõszelep a
levegõ áramlásának irányától függõen az 1-2 áramlási irányt biztosítja, ill. ellenkezõ levegõ-
áramlás esetén megnyitja a 2-3 áramlási irányt, így a 2 csatlakozóról a levegõ a 3 csatlakozón
át közvetlenül a szabadba távozik. Ezzel a szeleppel a munkahengerek dugattyúsebességét
növelhetjük azáltal, hogy a kipufogóhenger-kamra gyors leürítését biztosítja a szelep. Az út-
szelepek átkapcsolása, azaz a sûrített levegõ áramlási irányának kiválasztása a szelep mûköd-
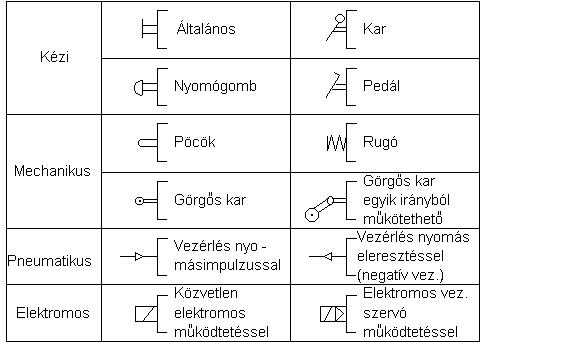
tetésével történik. A különbözõ mûködtetési módokat és jelképeiket a 6.4. ábrán láthatjuk.
6.4. ábra. A különbözõ mûködtetési módok és jelképeik
Az útszelepek az érintkezõkhöz hasonlóan sorba, ill. párhuzamosan kapcsolhatók.
Párhuzamos kapcsolás esetén a kimeneten váltószelepet kell beiktatni a káros kipufogás elke-
rülésére, amely a szelepek ellentétes állapotában léphet fel. Az egyes kapcsolások lehetnek
aktívak és passzívak attól függõen, hogy a kimenõjelet bevezetett változó (passzív) vagy a
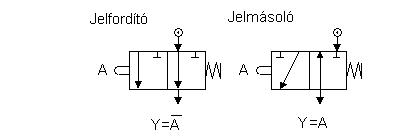
tápnyomás (aktív) hozza létre. A NEM kapcsolatot alaphelyzetben nyitott, a jelmásolást alap-
helyzetben zárt szeleppel valósíthatjuk meg (6.5. ábra).
6.5. ábra. Jelfordító és jelmásoló
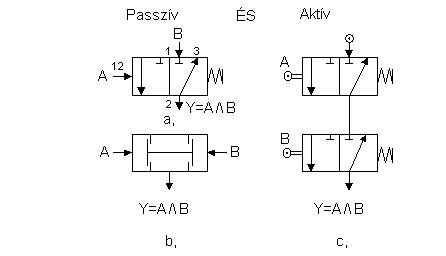
A 6.6. ábra kétféle passzív és egy aktív ÉS kapcsolást mutat, amelyet két jelmásoló so-
ros kapcsolásával valósíthatunk meg a c) ábra szerint. Kétféle passzív (a) és két aktív (b, c)
VAGY kapcsolás látható a 6.7. ábrán.


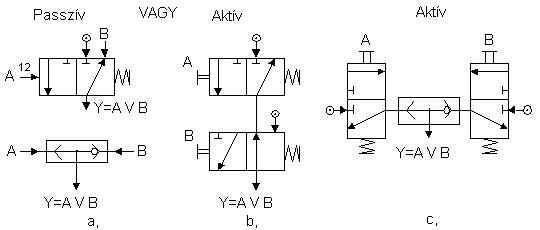

A b) ábra szerinti kapcsolásban váltószelep nélkül A = 0, B = 1 esetén (és fordítva) a
táplevegõ az alaphelyzetben nyitott szelepen a szabadba távozna.
6.6. ábra. Kétféle passzív (a, b) és egy aktív (c) ÉS kapcsolás
6.7. ábra. Kétféle passzív (a) és két aktív (b, c) VAGY kapcsolás
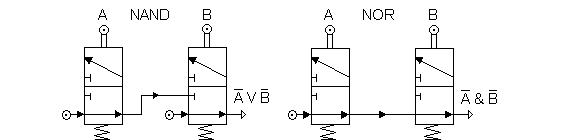
Hasonló a NAND, ill. NOR kapcsolat is a De Morgan-szabályok alkalmazásával (6.8.
ábra).
6.8. ábra. NAND, ill. NOR kapcsolat útszelepekkel
6.1.2. Pneumatikus rutinvezérlések
A PLC, a villamos bemenetek és a pneumatikus végrehajtó szervek mûködtetését szemlélteti a
6.9. ábra. A bemeneti eszközök rendszerint mechanikus kapcsolatban vannak a munkahenge-
rekkel, például végálláskapcsolóként a henger által mûködtetve. A PLC be- és kimenetei egy-

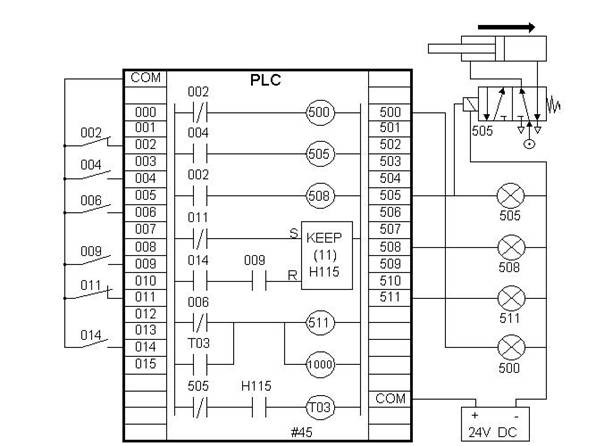

aránt villamos jellegûek, mivel a szelepek elektromágneses mûködtetésûek és a
végálláskapcsolók villamos jelet szolgáltatnak.
6.9. ábra. PLC illesztése a pneumatikus rendszerbe
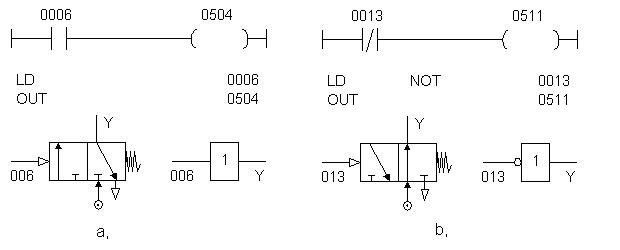
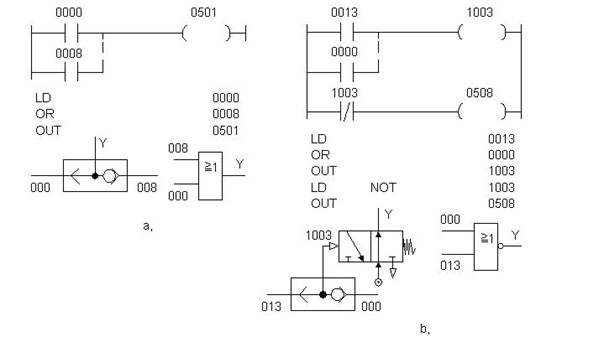
A 6.10. ábrán a jelmásoló (alaphelyzetben zárt) kapcsolásának PLC-s megfelelõit (a),
valamint a jelfordító (alaphelyzetben nyitott) kapcsolás utasításlistáját és létradiagramját ad-
tuk meg (b).
6.10. ábra. Jelmásoló (a) és jelfordító (b) megvalósítása
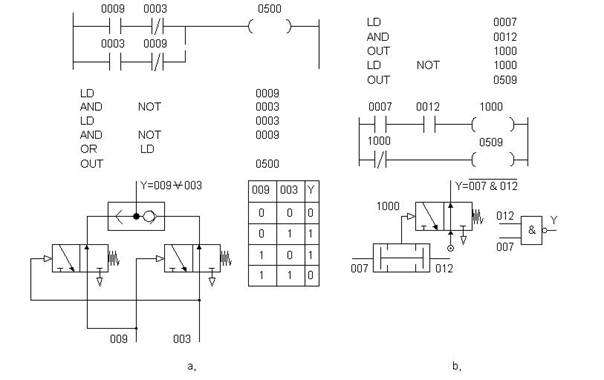
A membrános elemmel létrehozott ÉS kapcsolat (a), ill. az INHIBÍCIÓ (b) változatai a
6.11. ábrán láthatók.

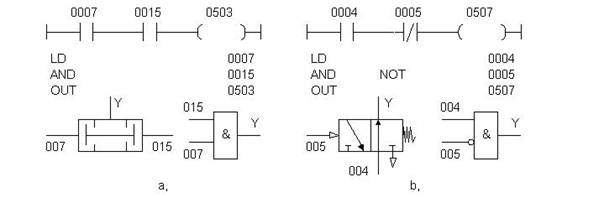

6.11. ábra. ÉS (a) ill. INHIBÍCIÓ (b) változatai
A VAGY kapcsolat (váltószelep) és a NOR funkció változatait a 6.12. ábra szemlélteti.
6.12. ábra. VAGY (a), ill. NOR (b) változatai
Az ANTIVALENCIA (EXOR) függvény (a), valamint a NAND (b) pneumatikus és
PLC-s változatait a 6.13. ábrán láthatók.



6.13. ábra. EXOR (a), ill. NAND (b) változatai
A 6.14. ábrán egyszerû ekvivalenciák láthatók.


6.14. ábra. Ekvivalenciák változatai
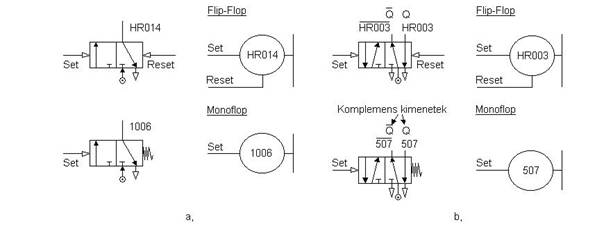
SR FF és monoflop megoldásokat szemléltet a 6.15. ábra csak ponált kimenetekkel (a),
ill. komplemens kimenetekkel (b).
6.15. ábra. SR FF és monoflop megoldások
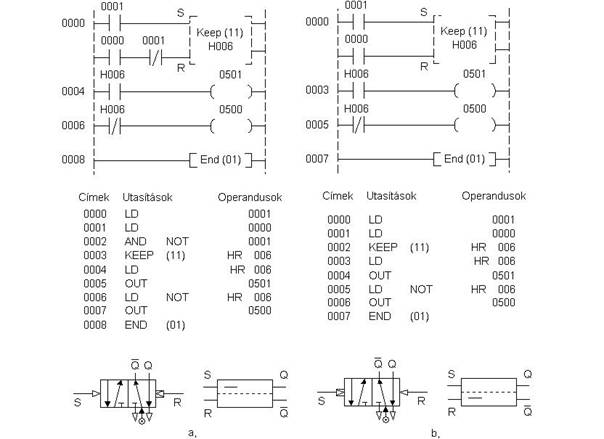
Beírásra (a), ill. törlésre elsõbbséget biztosító (b) pneumatikus SR FF megoldás vál-
tozatait szemlélteti a 6.16. ábra. A beírási elsõbbség úgy biztosítható, hogy a RESET ágban
szerepel a beírási feltétel negáltja. Így a beírási feltétel teljesülésekor a törlés inhibitálódik. A
törlési elsõbbség úgy (is) biztosítható, ha idõben a RESET feltétel követi a SET feltételt, így
ez lesz domináns. A következõkben néhány ábrán az utasításlistás program könnyebb megér-
téséhez egy-egy lehetséges memória-címtartományt is hozzárendelünk.
6.16. ábra. Beírásra (a), ill. törlésre (b) elsõbbséget biztosító SR FF


A példákban a KEEP funkció az adott PLC-ben az SR FF megvalósítását jelenti. Táp-
feszültség- (tápnyomás-) figyelõ pneumatikus kapcsolás és programja látható a 6.17. ábrán. A
kapcsolás tápfeszültség- (tápnyomás-) kimaradás után nem veszi fel automatikusan a hiba
elõtti állapotát [2].
6.17. ábra. Táplálási hibafigyelõ megoldások
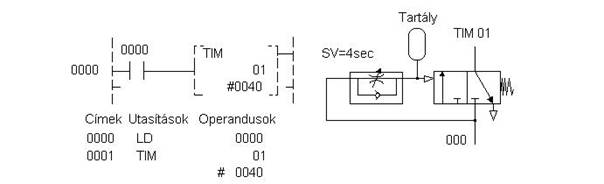
Bekapcsolási késleltetés elõállítási változatai láthatók a 6.18. ábrán. A pneumatikus
kapcsolás alaphelyzetben zárt szeleppel, fojtással és puffertartállyal van megoldva [2].
6.18. ábra. Bekapcsolási késleltetés megoldásai
Kétkezes biztonsági vezérlés változatai láthatók a 6.19. ábrán. A biztonsági jelzõ arra
utal, hogy a START jel csak akkor kerül kiadásra, ha a két nyomógomb lenyomása 0,3 mp-en
belül van. Bármelyik kéz elengedésekor azonnal a STOP hatás érvényesül. Így megakadá-
lyozható az indító szelepkarok kitámasztásával történõ gépindítás. A kapcsolás alkalmazását a
balesetveszélyes területeken szabvány írja elõ.

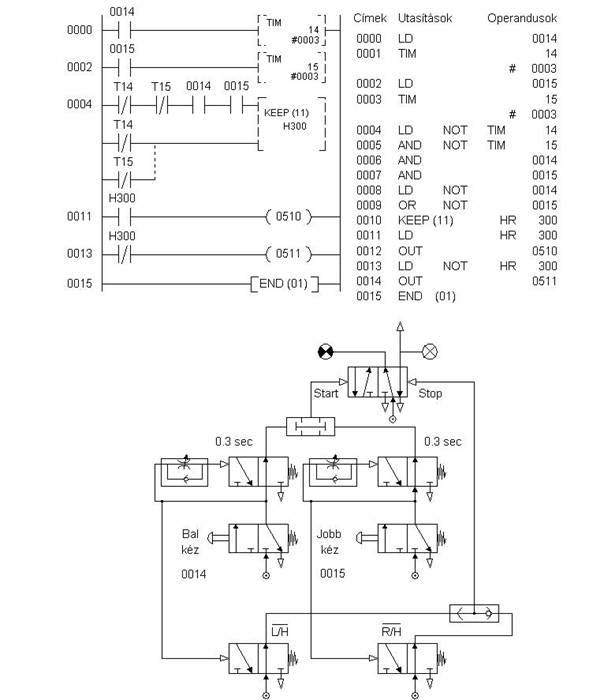
6.19. ábra. Kétkezes biztonsági vezérlés megoldásváltozatai
A sorrendi folyamatábra (SFC) egy elemének pneumatikus és programbeli megfelelõje
látható a 6.20. ábrán. Eszerint a HR 004 lépés létrejöttének feltétele a HR 003 & 006, míg a
HR 004 törlését a HR 005 teljesülése végzi [2].

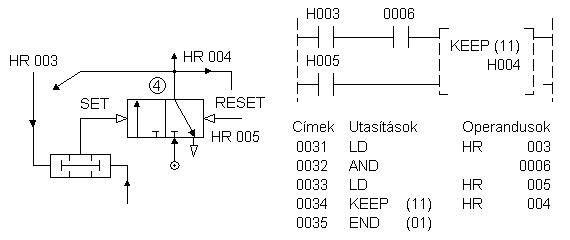

6.20. ábra. Az SFC egy eleme
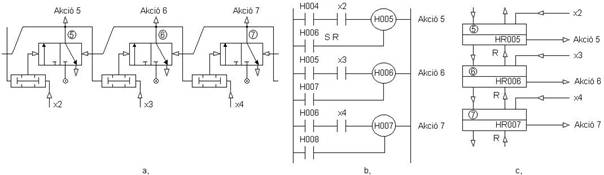
Az SFC pneumatikus kapcsolás és a PLC program megértését célozza a 6.21. ábra. Az
ábra jól használható a pneumatikus vezérlések PLC-program írásához.
6.21. ábra. SFC három elemének kapcsolatrendszere és megoldásai
A pneumatikus vezérléseket rendszerint munkadiagramon adják meg. Egy feladat
megoldását a munkadiagram megrajzolásával kezdjük. Példaként a munkadarab-befogás és
fúrósüllyesztés vezérlését mutatjuk be két munkahenger segítségével (6.22. ábra). Az A mun-
kahenger a befogást, a B munkahenger a fúró süllyesztését végzi. A b ábrán a feladatot meg-
valósító elektrohidraulikus kapcsolást, az a ábrán a munkadiagramot rajzoltuk meg. A hidrau-
likus jellegre utal, hogy a hengerek mûködtetésénél a szivattyút és az olajtartályt is feltüntet-
tük és a visszafolyás nem a légtérbe, hanem a visszafolyó ágon át a tartályba történik. A mun-
kadiagramon feltüntetjük a bemeneti változókat és a változásokat létrehozó kimeneteket.
Az egyes állapotokat kiváltó bemeneti jelkombinációk
1. állapot: 502 = 001 & 003,
2. állapot: 504 = 002 & 003,
3. állapot: 503 = 002 & 004,
4. állapot: 501 = 002 & 003.
Mivel a 002 & 003 kombináció más-más kimeneti eseményt (504, ill. 501) hoz létre,
ezért a feladat sorrendi jellegû. A létradiagramos, ill. utasításlistás megoldást a 6.22. ábra mu-
tatja.

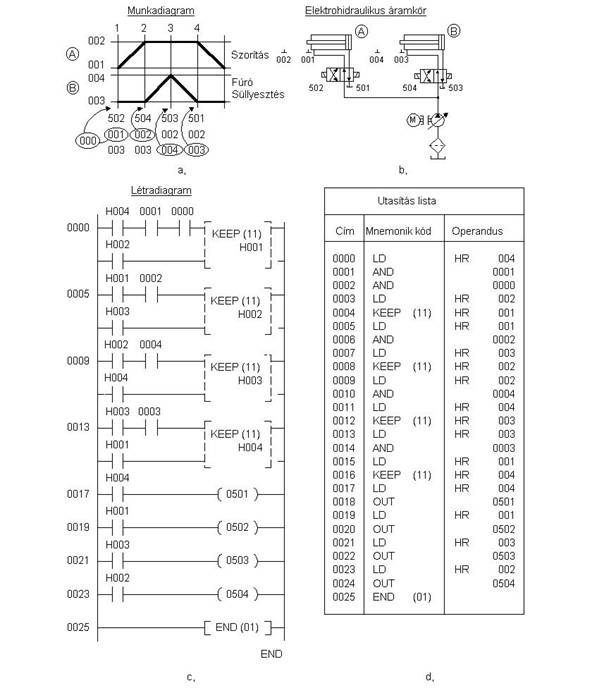
6.22. ábra. A befogás és fúrósüllyesztés változatai
Igen gyakori feladat az egyes munkafázisok ismétlése. Erre példa a 6.23. ábra, ame-
lyen a B henger kétszer normál és egyszer idõben nyújtott munkafázist hajt végre [2].

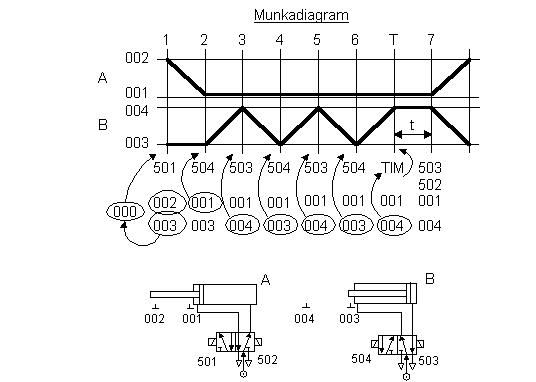
6.23. ábra. Ismételt munkafázis kapcsolása és programozása
A munkadiagram szerint hét belsõ állapotot kell megkülönböztetni, így a feladat 7 SR
FF (vagy tartó áramkör) felhasználásával oldható meg a 6.24. ábra szerint [2].


6.24. ábra. A 6.23. ábra szerinti munkadiagram PLC-programja
A következõkben a pneumatikus vezérlésekben használt három rutinmegoldást és
PLC-s változatát mutatjuk be.
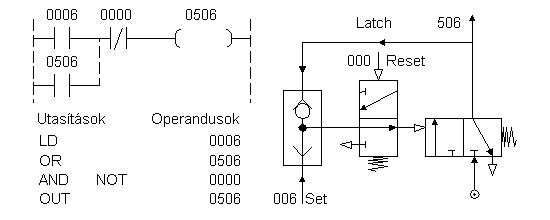
1. A "vészstop" (emergency stop) alapkapcsolását és programját láthatjuk a 6.25. áb-
rán. A kapcsolás két kézi mûködtetésû, háromutas, rugó-visszatérítésû impulzusszelepet

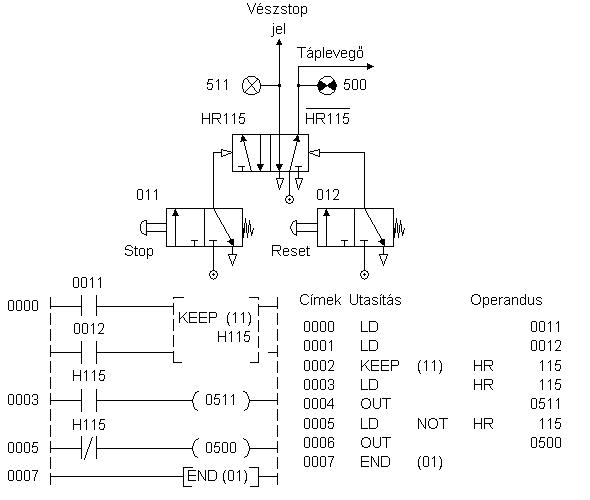
(STOP, RESET) és egy kétállapotú ötutas szelepet igényel. A kapcsolás a RESET aktiválása-
kor (012) alaphelyzetbe kerül és a táplevegõt kijuttatja. STOP-jel hatására a táplevegõ lekap-
csolódik és a kimenetre a vészstop jel jut ki [2].
6.25. ábra. STOP-RESET vészlekapcsolás és programozása
2. A START funkcióval bõvített vészstop megoldás szerint a táplevegõ aktiválása csak
a RESET mûködtetése után a START-gomb aktiválásával lehetséges (6.26. ábra) [2]. A STOP
mûködtetésének hatására a táplevegõ-ellátás megszûnik.

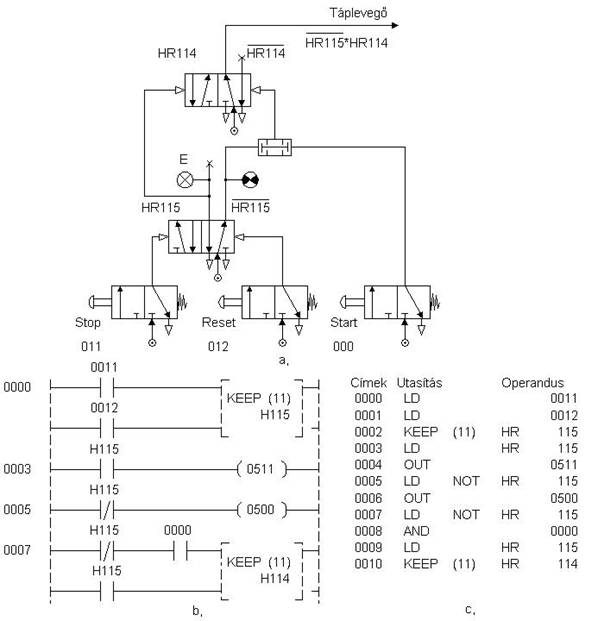
6.26. ábra. STOP-RESET-START kapcsolás és programozása
3. Egy KÉZI-AUTOMATIKUS üzemmódkapcsolóval kombinált vészstop megoldását és
programozását mutatja be a 6.27. ábra [2]. A kapcsolásban három ötutas memóriaszelep talál-
ható és a programban is három tartórelé (KEEP) van.
Gyakran van szükség a kimenõ startjel szétválasztására gépi START és kézi START
formájában. A vészleállítást itt is a táplevegõ lekapcsolásával oldják meg.

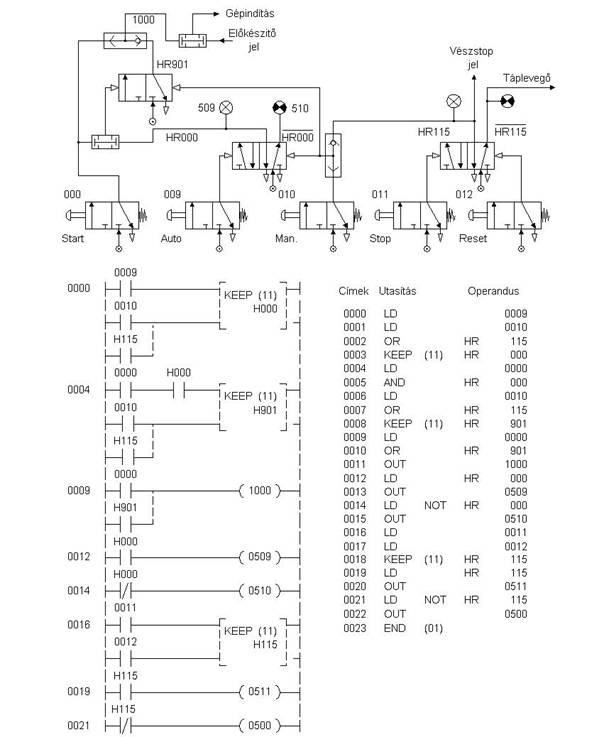
6.27. ábra. STOP-RESET-START kapcsolás KÉZI/AUT üzemmód választásával
6.1.3. Átrakási mûveletek vezérlése
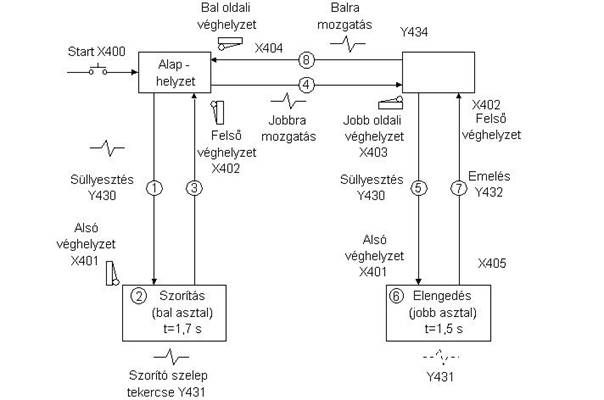
A gépipari vezérlési példák bemutatását egy emelés-szorítás-továbbítás-elengedés mûveletek-
bõl álló átrakó vezérlésével zárjuk. Az átrakási mûveletet végzõ robotfej vezérlését szemlélte-
ti a 6.28. ábra [3]. A technológiai mûvelet célja a munkadarab átrakása a bal oldali asztalról a
jobb oldali asztalra. A mozgatást három munkahenger végzi a következõ tekercs hozzárende-
lésekkel.

Emelés:
Y432
Jobbra mozgatás:
Y433
Süllyesztés: Y430
Balra mozgatás:
Y434
Helyzetérzékelõk
Szorítás/elengedés: Y431
X400
X401
X402
X403
X404
START indító nyomógomb
Alsó véghelyzetkapcsoló
Felsõ véghelyzetkapcsoló
Jobb oldali véghelyzetkapcsoló
Bal oldali véghelyzetkapcsoló
Alaphelyzet: X402 és X404.
A mûvelet rövid leírása
1. Startgomb hatására (X400) az Y430 aktiválása révén az alsó helyzetbe kerül (X401).
2. A munkadarab-befogó szerkezet Y431 mûködik. A befogás 1,7 s-ig tart.
3. A megfogás után a kar a munkadarabot felemeli X402-ig.
4. A kar jobbra mozog X403-ig.
5. A munkadarab leeresztése a jobb oldali munkaasztalra (X401).
6. A munkadarab elengedése (1,5 s).
7. A kar felemelkedik (X402).
8. A kar visszatér az alaphelyzetbe (X404).
6.28. ábra. Emelõ, átrakó robotfej vezérlési sémája
A vezérlõberendezés négyféle üzemmódot biztosít. Az elsõ három üzemmód a beüze-
meléshez szükséges. A vezérlõberendezés kezelõi panelje a 6.29. ábrán látható [3]

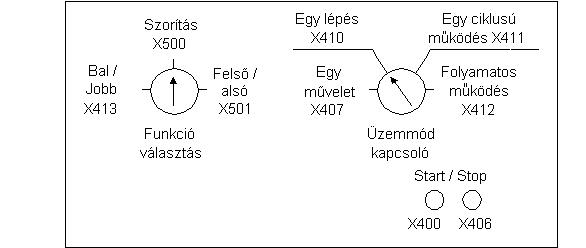
Egy mûvelet üzemmódban (Single operation) a gép egy átrakási mûveletrészt hajt vég-
re. A végrehajtott mûveleteket a Funkcióválasztás kapcsoló jelöli ki.
Egy lépés üzemmódban (Single step) a START-gomb hatására egy lépés hajtódik vég-
re. Például az alaphelyzetbõl a kar leereszkedik a bal asztalra.
Egy ciklus üzemmódban (One cycle operation) egy komplett ciklus hajtódik végre:
alaphelyzetbõl indul és alaphelyzetbe tér vissza.
Folyamatos üzem (Continuous operation) üzemmódban a START-gomb hatására az
alaphelyzetbõl kiindulva a kar ismételten végre hajtja a komplett átrakási ciklust. A STOP-
gomb hatására a kar alaphelyzetbe tér vissza és leáll.
6.29. ábra. A vezérlõberendezés kezelõi panelje
A feladat be-/kimeneteinek kiosztása a 6.30. ábra szerinti. Az üzemmódokat bemutató
ábrák a [3] alapján készültek.

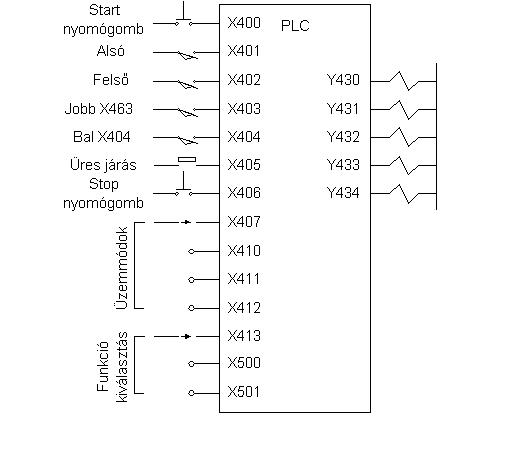
6.30. ábra. A kiinduló feladat be-/kimeneteinek kiosztása
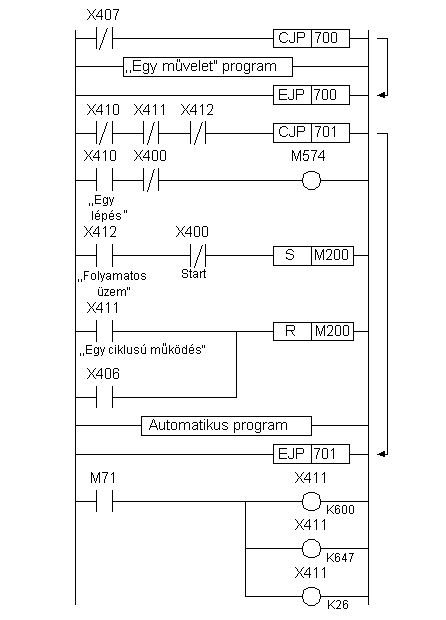
A feladat jó példa a funkcióváltások bemutatására, amely feltételes ugrás lévén lehet-
séges. A program egyszerûsített létradiagramja a 6.31. ábrán található. Az egyes ágak funkci-
ói az ábra magyarázata alapján követhetõk.

6.31. ábra. A kiinduló feladat vezérlésének létradiagramja
Az Egy mûvelet funkciót a 6.32. ábrán található létradiagram valósítja meg.


6.32. ábra. Az Egy mûvelet funkció létradiagramja
Az automatikus mûködés folyamatábrája a 6.33. ábrán látható.

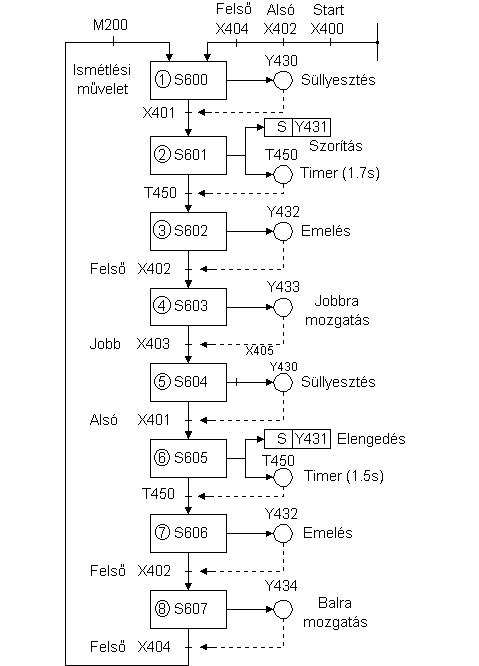
6.33. ábra. Az automatikus mûködés folyamatábrája
A 6.34. ábrán a folyamatos üzem létradiagramja látható STL funkciókkal.

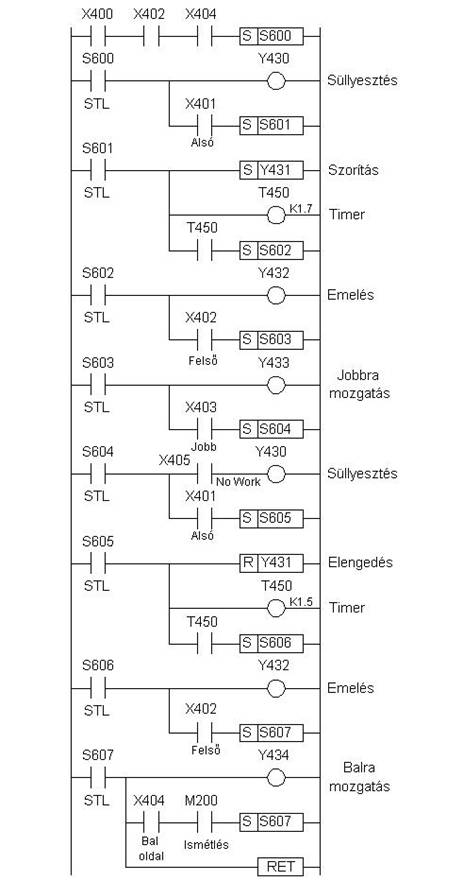
6.34. ábra. A folyamatos üzem létradiagramja STL funkciókkal



6.2. PLC-k a rugalmas gyártórendszerekben
A PLC-ket a gépipari automatizálásban egyrészt az egyedi vezérlések megoldására, másrészt
gépcsoportok vezérlésére használják. A következõkben a gépcsoportokat vezérlõ alkalmazást
mutatjuk be, ahol az egyik legfontosabb mûvelet az egyes részmûveletek ütemezése. Leggyak-
rabban használt gépcsoportok a rugalmas gyártócella, ill. a rugalmas gyártórendszer.
Rugalmas gyártócella (FMC) a legegyszerûbb és ezért a legrugalmasabb autonóm
gyártóegység, amely egy CNC szerszámgépbõl, automatizált anyagkezelõ berendezésbõl (pl.
robot) és input-output puffertárolókból tevõdik össze.
Rugalmas gyártórendszer (FMS) olyan real-time irányítású rendszer, amely általános
célú szerszámgépekbõl vagy ilyeneket tartalmazó gyártócellákból áll. A rendszerben kis soro-
zatban gyártandó munkadaraboknak számos különbözõ technológiai utat kell megtenniük a
készre gyártásig. A rendszer az anyagmozgató és -szállító berendezések változatos fajtáival
lehet felszerelve. Jellemzõje a gyártási folyamat- és termékflexibilitás, aminek következtében
könnyen és automatikusan áthidalja a gépmeghibásodásokat.
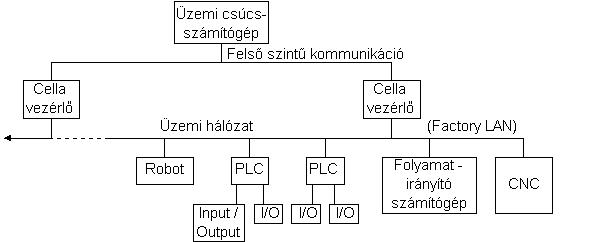
Egy tipikus rugalmas gyártócella vázlata látható a 6.35. ábrán.
6.35. ábra. Egy rugalmas gyártócella elemei
A rendszer cellavezérlõ számítógépen keresztül kapcsolódik az üzemi hálózathoz. Egy
gyártócella informatikai hálózatának felépítését szemlélteti a 6.36. ábra, amelyen látható a
PLC-k elhelyezkedése és funkciója az informatikai rendszerben.

zálása;
6.36. ábra. Gyártócella informatikai hálózatának felépítése
A PLC szerepe a rugalmas gyártórendszerben:
− az egyes automatizált alegységek mûködésének ütemezése (sceduling) és szinkroni-
− egyes folyamatok konkrét automatizálása (pl. konvejorrendszer);
− a gyártási folyamat felügyelete, gépek, berendezések állapotfelügyelete;
− állandó információszolgáltatás a gyártási folyamatról a cellavezérlõ számítógép felé.
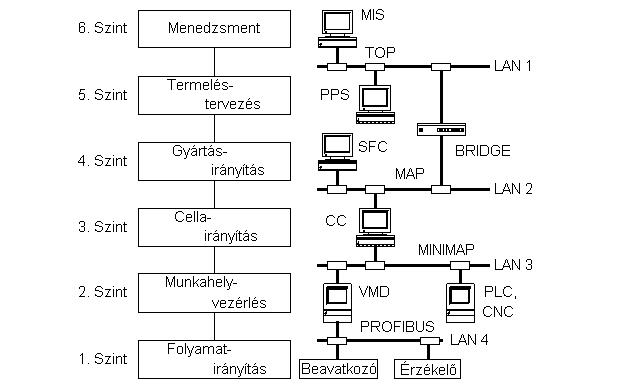
6.3. Számítógéppel integrált gyártás (CIM)
A CIM a mai modern szemléletben olyan számítógépes koncepció, módszer- és eljárás-
gyûjtemény, amely alkalmas a tágabban értelmezett termelésmenedzsment-funkciórendszer
informatikai támogatására, szervezeti, funkcionális és információs integrálására. A CIM több-
szintû informatikai rendszere a 6.37. ábrán látható [6].
6.37. ábra. A CIM többszintû informatikai rendszere
A rendszer csúcsán a vezetési információs rendszer áll (6. szint: Management
Information System). Megfigyelhetõ, hogy a CIM-ben valamennyi automatizálási, informati-
kai ismeret integrált formában megjelenik.
A PLC-k CIM-en belüli szerepét szemlélteti a 6.38. ábra. A PLC egyrészt tartja a kap-
csolatot a folyamattal közvetlenül vagy terepi hálózaton, másrészt kommunikál a fölötte lévõ
számítógéppel. Ez a kommunikáció kétirányú: jelentéseket küld a folyamat állapotáról, ill.
parancsokat és adatokat fogad.
A PLC-k szerepe a CIM-ben
− a konkrét gyártási, tárolási folyamat irányítása, a folyamatok ütemezésének biztosí-
tása;
− információszolgáltatás felfelé a termelési folyamat pillanatnyi állapotáról;

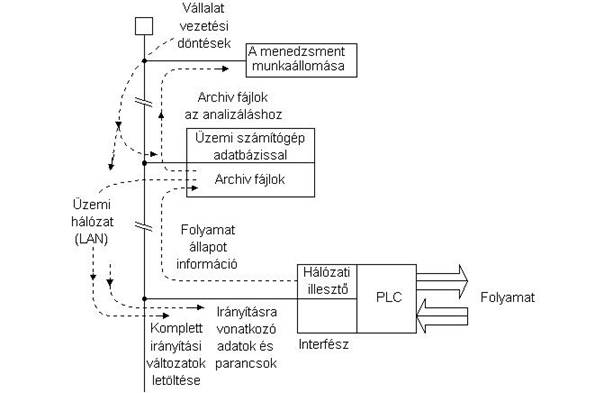

− hiba-, ill. státusinformációk küldése felfelé archiválás és adatbázis-frissítés céljából;
− a gyártással kapcsolatos információk, parancsok fogadása fentrõl;
− a felsõ szintrõl jövõ információ alapján az irányítási algoritmusok közötti választás,
komplett program letöltése.
6.38. ábra. PLC szerepe a CIM-ben
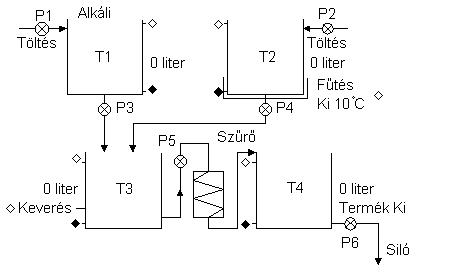
6.4. Vegyipari keverési folyamat automatizálása
A 6.39. ábrán négy tartályból álló polimer alapanyag-keverõ tartály technológiai vázlata látha-
tó [3].
6.39. ábra. Polimer alapanyag-keverõ tartály technológiai vázlata

![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
A tartályok üres, ill. tele állapotot detektáló érzékelõkkel vannak ellátva. A T2 tartály
fûtõegységgel van felszerelve a polimer megfelelõ hõmérsékleten tartásához. A T3 tartály
keverõkarjaival keveri a két komponenst. A T3 tartályból szûrõn kerül át a keverék a T4 tar-
tályba. A T1, T2 tartályok töltése a P1, P2 pumpával történik. A pumpákat a tele érzékelõk
kapcsolják ki. Az alsó két tartály (T3, T4) kétszer olyan térfogatú, mint a felsõ tartályok. A T2
tartályban lévõ folyadékot 60oC-ra kell felfûteni. A hõmérsékletet érzékelõ méri. Amikor a
hõmérséklet eléri a 60oC -ot, akkor a P3, P4 pumpák révén át kell tölteni a folyadékot a T3
tartályba. Amikor a T3 megtelik, a P3, P4 pumpákat ki kell kapcsolni. Ekkor kell indítani a
keverést a T3 tartályban. 60 s keverési idõ elteltével a keveréket át kell pumpálni a P5 mûköd-
tetésével a szûrõn keresztül. A P5 pumpát akkor kell leállítani, ha a T4 tartály megtelt vagy a
T3 üres. Végül a megkevert és megszûrt terméket a tárolósilóba kell tölteni a P6 pumpa mû-
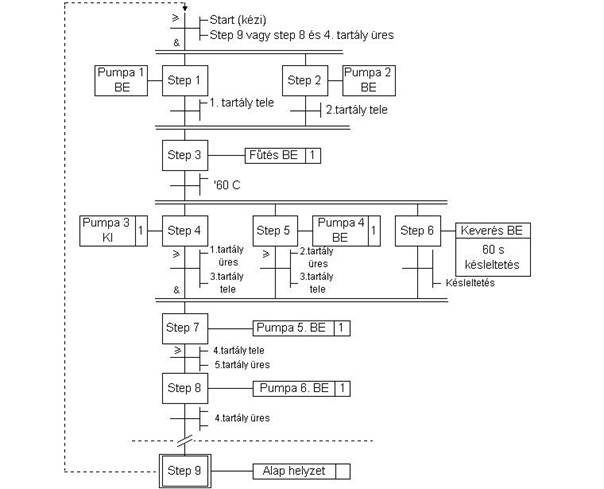
ködtetésével. A folyamat SFC folyamatábráját a 6.40. ábra szemlélteti.
6.40. ábra. A keverõtartály vezérlésének folyamatábrája
A be/kimenetek hozzárendelését a 6.1. táblázat tartalmazza.
6.1. táblázat. A be/kimenetek hozzárendelése
Funkció
1. tartály üres
1. tartály üres
2. tartály üres
2. tartály üres
3. tartály üres
Jelölés
T1E
T1F
T2E
T2F
T3E
PLC cím
X401
X402
X403
X404
X405
Állapot
bemenet
bemenet
bemenet
bemenet
bemenet
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
3. tartály üres
4. tartály üres
5. tartály üres
Hõmérséklet-érzékelõ
START kapcsoló
1. pumpa
2. pumpa
3. pumpa
4. pumpa
5. pumpa
6. pumpa
Fûtõ elem
Keverõelem
Idõzítõ
Kiinduló egyenletek:
T3F
T4E
T4F
TEMP
1. állapot
2. állapot
3. állapot
4. állapot
5. állapot
6. állapot
7. állapot
8. állapot
P1
P2
P3
P4
P5
P6
HEAT
STIR
TIME
X406
X407
X410
X411
M70
M101
M102
M103
M104
M105
M106
M107
M108
Y430
Y431
Y432
Y433
Y434
Y435
Y436
Y437
Y450
bemenet
bemenet
bemenet
bemenet
PLC merker
merker
merker
merker
merker
merker
merker
merker
merker
kimenet
kimenet
kimenet
kimenet
kimenet
kimenet
kimenet
kimenet
belsõ timer
1. lépés: 8 & T 4E V INIT V 1& T1F
E szerint az 1. lépés akkor következik be, ha
− a 8-as lépés befejezõdött ÉS a 4. tartály üres;
− VAGY a kezdeti ciklus van kezdeményezve;
− VAGY az 1. lépés és az 1. tartály még nem telt meg.
További logikai egyenletek.
2. lépés: 8 & T 4 E V INIT V 1 & T 2 F
3. lépés: 2 & T2 F V HEAT & TEMP
4. lépés: )
HEAT & TEMP V 4 & T 3F & T1E
5. lépés: )
HEAT & TEMP V 5 & T 3F & T 2E
6. lépés: )
HEAT & TEMP V 6 & TIME & T3 E
7. lépés: )
6 & TIME V 7 & T 4 F & T 3 E
8. lépés: 7 & T 4 F V 8 & T 4 E .
Fenti egyenleteket átalakíthatjuk:
1. lépés: 8 & T 4 E V INIT V 1 & TIF
2. lépés: 8 & T 4 E V INIT V 2 & 3
3. lépés: 2 & T 2 F V 3 & 5
4. lépés: )
3 & TEMP V 4 & T 3F & T1E
![]()
![]()
![]()
![]()
![]()
![]()
5. lépés:
3& TEMP V & T3F & T E5 2
6. lépés:
3& TEMP V &6 7 & T E3
7. lépés: 6& TIME V 7 & 8 & T3E
8. lépés: 7 & T 4F V 8 &1
INIT = 1.
A feladat létradiagramja a 6.41. ábra szerinti [3].

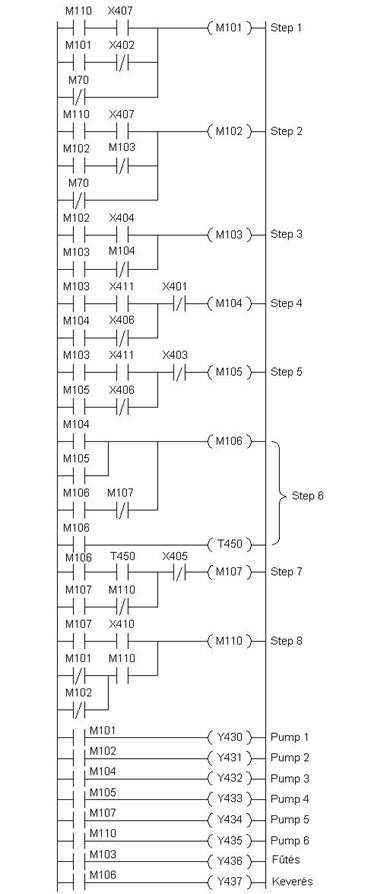
6.41. ábra. A keverõtartály vezérlésének létradiagramja
6.5. Mikro-PLC-k alkalmazása
A PLC-k legkisebb és legújabb kategóriája a mikro-PLC. Közös jellemzõjük, hogy
mágneskapcsolónyi méretûek, 5-10 bemenettel, 3-5 kimenettel vannak ellátva és a programo-
zói és megjelenítési funkciót is tartalmazzák, sõt terepi buszrendszer is csatlakozhat hozzájuk.
A mikro-PLC-k tipikus képviselõje a LOGO! család.
Mûszaki adatok:
− méretek: 72 x 90 x 55 mm-tõl 126 x 90 x 55 mm;
− bemenetek: 6...12 típustól függõen;
− kimenetek: 4...8 típustól függõen;
− ASI slave busz interfészkezelés típustól függõen.
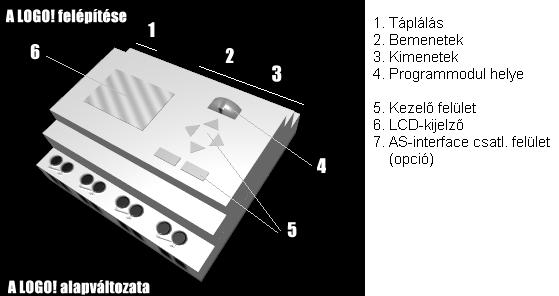
A SIEMENS gyártmányú LOGO! felépítését szemlélteti az 6.42. ábra [9].
6.42. ábra. A LOGO! felépítése
A kimenetek lehetnek 4Η230 V/8 A-es (relés) vagy 8Η24 V/0,3 A-es (tranzisztoros)
kivitelûek. A LOGO!-t a mágneskapcsolókhoz hasonlóan DIN sínre lehet felszerelni. A
LOGO! alapkiépítésben hat beépített alapmûveletet és 11 beépített különleges mûveletet ké-
pes végrehajtani.
Alapmûveletek:
− AND
− OR
− NOT
záróérintkezõk (3 db) soros kapcsolása;
záróérintkezõk (3 db) párhuzamos kapcsolása;
bontóérintkezõ;
− NAND bontóérintkezõk (3 db) párhuzamos kapcsolása;
− NOR
− XOR
bontóérintkezõk (3 db) soros kapcsolása;
két váltóérintkezõ soros kapcsolása.

Különleges funkciók:
− bekapcsolási késleltetés;
− kikapcsolási késleltetés (alkalmazási példa: lépcsõházi világítás automatája);
− ki-/bekapcsoló relé (alkalmazási példa: folyosóvilágítás);
− kapcsolóóra + naptár;
− öntartó relé (SR FF);
− impulzusadó;
− tárolóbekapcsolás késleltetéssel;
− elõre- és visszaszámlálás.
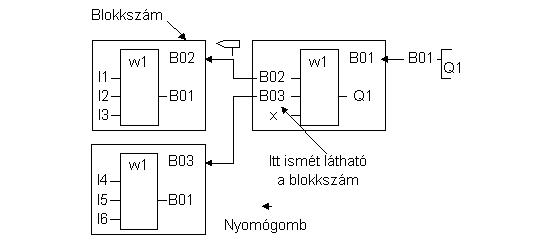
A LOGO! logikai szimbólumokkal programozható. Az LCD megjelenítõn egyidejûleg
egy szimbólumot jelenít meg. A logikai hálózat kialakításához a LOGO! blokkszámmal látja
el az egyes logikai modulokat, amivel szervezhetjük a blokkok kapcsolatát (6.43. ábra) [9].
6.43. ábra. Logikai blokkok összekapcsolása
A LOGO! vagy a saját kezelõszervei és az LCD kijelzõje felhasználásával vagy PC-s
fejlesztõrendszer támogatásával programozható.
A PC-s LOGO! szoftver elõnyei:
− a programozás a LOGO!-tól független;
− a fejlesztett program szimulálható;
− kapcsolási terv elõállítható és kinyomtatható;
− a program tárolása merevlemezen vagy más adathordozón lehetséges;
− a program átvihetõ a LOGO!-ból a PC-be vagy a PC-bõl a LOGO!-ba.
Néhány LOGO! alkalmazási ajánlás:
− lépcsõház-, ill. folyosóvilágítás;
− automatikus ajtó mûködtetése;
− riasztóberendezés;
− szellõztetõberendezés vezérlése;
− ipari kapu automatikus mûködtetése;
− több ipari kapu vezérlése és felügyelete;
− fénycsövek mûködtetése;
− háztartási vízszivattyú vezérlése;
− több szivattyú központi vezérlése és felügyelete.


Példaként a középületek, szupermarketek automatikus mûködtetésû ajtajának vezérlé-
sét mutatjuk be LOGO! PLC-vel.
Az automatikus ajtó követelményei:
− automatikusan ki kell nyílnia, ha valaki közeledik hozzá,
− addig nyitva kell maradnia, amíg valaki az átjáróban tartózkodik,
− a fenti feltételek nem teljesülése esetén, rövid várakozási idõ elteltével automatiku-
san be kell záródnia.
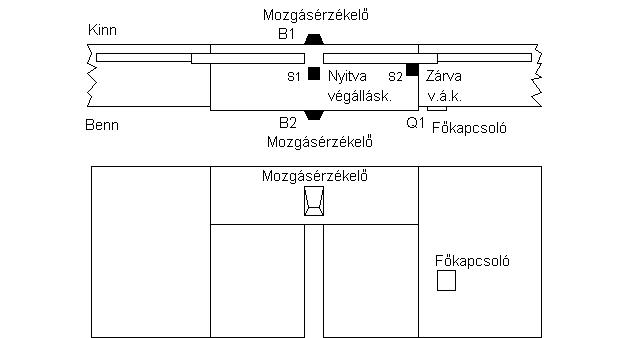
Az ajtómûködtetés technológiája az 6.44. ábrán látható [9].
6.44. ábra. Automatikus mûködtetésû ajtó technológiája
Az ajtót csúszó tengelykapcsolón keresztül egy motor mozgatja. Így elkerülhetõ, hogy
valaki a két szárny közé beszoruljon vagy megsérüljön. Az egész vezérlés fõkapcsolón ke-
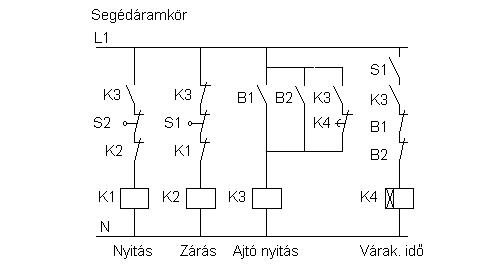
resztül van a hálózatba kötve. A korábbi érintkezõs megoldás a 6.45. ábrán látható.
6.45. ábra. Automatikus mûködtetésû ajtó érintkezõs vezérlése

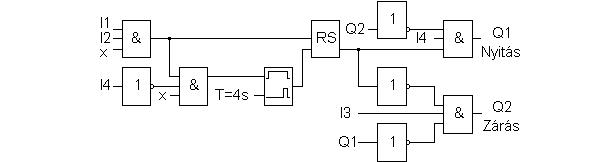
Amikor a B1 vagy a B2 mozgásérzékelõ valaki közeledtét érzékeli, akkor a K3
mágneskapcsoló elindítja az ajtó nyitását. Ha már egyik mozgásérzékelõ sem jelez mozgást,
akkor a K4 mágneskapcsoló bezárja az ajtót. A megfelelõ késleltetésrõl a K4 idõrelé gondos-
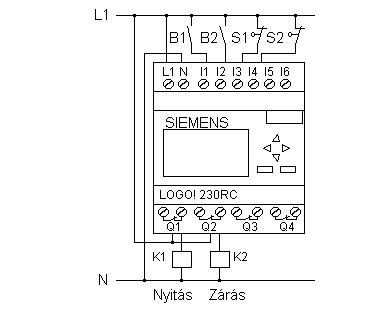
kodik. LOGO!-val a kapcsolást lényegesen le lehet egyszerûsíteni. A készülékhez csak a
mozgásérzékelõket, a végálláskapcsolókat és a mágneskapcsolót kell csatlakoztatni (6.46.
ábra) [9].
6.46. ábra. Automatikus mûködtetésû ajtó vezérlési sémája LOGO!-val
Felhasznált elemek:
− K1
− K2
− S1
− S2
− B1
− B2
nyitás mágneskapcsoló;
zárás mágneskapcsoló;
zárva végálláskapcsoló (nyitóérintkezõ);
nyitva végálláskapcsoló (nyitóérintkezõ);
külsõ infravörös mozgásérzékelõ (záróérintkezõ);
belsõ infravörös mozgásérzékelõ (záróérintkezõ).
A funkcióblokkos program a LOGO!-hoz a 6.47. ábra szerinti [9].
6.47. ábra. Funkcióblokkos program az ajtó mûködtetéséhez
A 6.47. ábra a 6.45. ábra kapcsolási rajza alapján készült. A LOGO! kikapcsolás kés-
leltetési funkciójával a program tovább egyszerûsíthetõ a 6.48. ábra szerint [9].

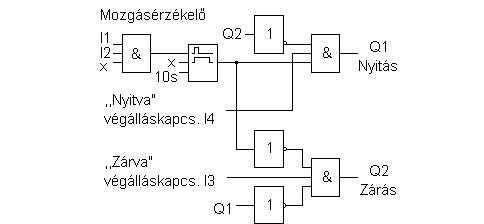
6.48. ábra. Egyszerûsített program az ajtó mûködtetéséhez
A LOGO! típuson kívül számos hasonló mikro-PLC van forgalomban, például a
Klöckner Moeller EASY típusa vagy a Schneider Electric ZELIO típusa.
Irodalomjegyzék
E. A. Parr: Programmable Controllers - An Engineer's Guide.
Newness, 1996.
P. Rohner: Automation with Programmable Logic Controllers.
Macmillan Press Ltd., 1996.
Ian G. Warnock: Programmable Controllers Operation and Application.
Prentice Hall International, 1988.
Tverdota M., Harkay T.: Villamos vezérléstechnika.
KKMF, Budapest, 1998.
Ajtonyi I.: Digitális rendszerek.
Miskolc, Egyetemi Kiadó, 1998.
F. Erdélyi, T. Tóth: Control of Manufacturing Systems on the Base of a Multi-level
Hierarchical Model. Proceedings of the 3rd CIRP Workshop.
Tokio, 1996.
Spendel Zs.: A pneumatikus munkahengerek közvetlen és teljes funkcióvezérlése. Pne-
umatika, hidraulika, hajtástechnika, automatizálás, 1999/2000.
WONDERWARE: Factory Suite 2000 USERS MANUAL, 2000.
SIEMENS: LOGO! kézikönyv, 1999.
[10] GE Fanuc Automation: Series 90-30 Programmable Controllers. Product Catalog, 1997.
[11] SIEMENS: SIMATIC S7-200. Applications "Tips and Tricks", 1995.
Találat: 11770